電動機小吊掛制造和焊接工藝改進
2015-11-16 06:05:04謝貴生趙東超苗國民
金屬加工(熱加工) 2015年16期
關鍵詞:焊縫
謝貴生 趙東超 苗國民
1. 概述
電力機車鐵心沖片疊壓型機座牽引電動機位于機車底部,其一端通過大吊掛連接到機車輪軸上,另一邊靠小吊掛組件中的小吊掛通過連接桿將電動機連接到機車底盤上(見圖1)。電動機在運行中受交變疲勞載荷和較大的動應力,小吊掛組件要承受電動機自重以及驅動載荷的作用,使得其結構受力情況惡化,導致電動機運行過程中小吊掛組件弧板與鐵心沖片間的焊縫出現了裂紋,圖1為小吊掛組件在電動機上的位置,圖2為開裂焊縫的位置。小吊掛組件弧板與鐵心沖片焊縫開裂失效,不僅影響傳動效率,還會產生重大惡性鐵路事故。
2. 故障電動機和制造過程
根據設計要求,弧板與定子鐵心沖片焊縫(見圖3)焊腳為8~10mm。經普查故障電動機,發現電動機小吊掛組件焊縫開裂失效主要發生在弧板與鐵心沖片上側焊縫的弧板側的焊腳附近,長度130mm左右,焊縫焊角為5~10mm不等,且分散性較大。弧板與鐵心沖片實際間隙約4mm,與設計間隙0.5mm存在巨大差異。同時經普查生產現場在制品,發現小吊掛組件中弧板與鐵心沖片的局部裝配間隙在3mm左右,表明焊接過程也帶來較大的焊接變形。

圖1 小吊掛組件的安裝結構

圖2 小吊掛組件開裂焊縫位置
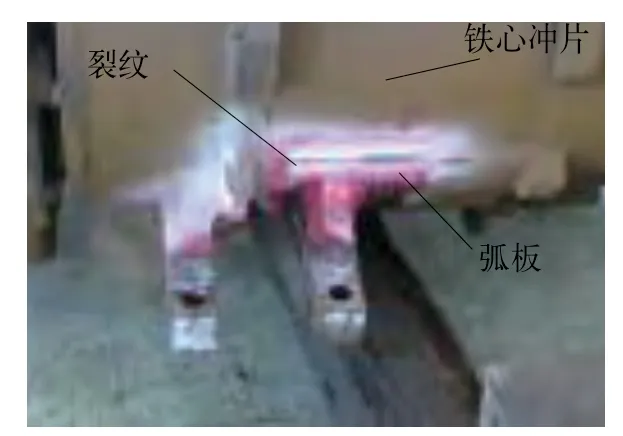
圖3 弧板與定子鐵心沖片焊縫

圖4 弧板與鐵心沖片間的焊縫裂紋
3. 原制造工藝分析
導致點固焊后裝配間隙變大的主要原因與小吊掛組件的制造過程有關。小吊掛組件的制造過程分為兩類:其一是弧板熱壓成形后焊接小吊掛并退火;其二是卷筒分割后焊接小吊掛并退火。熱壓成形和卷筒分割后的外漲變形均導致弧度難以控制,使得小吊掛弧板與定子鐵心沖片外圓的貼合度變差。間隙過大使得后續焊接時鐵液直接淌入焊縫間隙,根部發生嚴重未熔合,也使得焊腳有效厚度減少,強度變低。
焊接應力變形,導致實際產品焊完后最終局部間隙達4mm左右。原焊接工藝采用GB/T5117 E5024、φ5.0mm×450mm焊條一道焊完,焊接電流220~250A,焊接熱輸入過大,也是導致焊接變形過大的因素之一。
由于小吊掛弧板與定子鐵心沖片焊縫間隙增大,焊腳有效尺寸變小,所以根部未熔合,成為原始裂紋的起裂源。機車電動機在運行過程中的動載荷較大,使得弧板與鐵心沖片間的承載焊縫的動應力增大,在交變應力的共同作用下,最終導致焊縫開裂失效。
4. 改進措施
(1)焊接方案制定 富氬氣體保護焊(MAG)與焊條電弧焊相比,其電弧和熔池的可見度好,便于焊工控制熔池,且電弧熱量集中、熱輸入低,焊接變形小,焊縫夾渣少。另外,MAG一方面使得電弧壓縮,焊絲端頭熔滴上的電弧斑點比較集中,使得斑點處表面溫度高,金屬強烈蒸發和熔化;另一方面熔池表面也受到電弧力作用,產生較大的下掘力,而形成較大的熔深,這兩點均有利于工件的焊透。所以在焊接小吊掛弧板與鐵心沖片之間的焊縫時,增加MAG焊打底焊,保證根部焊透,同時考慮到焊接焊接效率和減少焊接接頭等因素,填充、蓋面焊仍使用E5024焊條一道焊完,因其為鐵粉高氧化鈦覆蓋型電焊條,可承受高電流,可得極高的焊速及熔填效率,火花少,電弧集中,水平角焊可得上下焊角長相等表面平滑美觀的焊道,無氣孔、夾渣、燒蝕之弊。
(2)在線運行電動機和返廠修電動機焊接修復 結合失效焊縫弧板與鐵心沖片間隙結構分析和焊接方案分析結果,對在線運行電動機和返修電動機采用焊縫補強方案。對小吊掛組件弧板與鐵心沖片之間的焊縫,進一步著色探傷或磁粉探傷,確定缺陷部位,用角向砂輪機對缺陷部位清除,并再次探傷確認,在確保缺陷徹底清除后再施焊。
原焊接規程采用E5024焊條一道焊完,補強時增加MAG焊打底焊,采用小的焊接熱輸入,φ 1.0mm ER50—6焊絲,焊接電流180~220A,電弧電壓22~26V,清渣后采用E5024φ5.0mm焊條一道焊完,焊接電流220~250A,保證上焊縫焊腳8~10mm,焊腳盡可能走上限,焊后用尖嘴錘敲擊去應力(打底焊除外),打磨焊腳部位,消除缺口效應。24h后著色探傷或磁粉探傷,修復后的電動機在線運行一年后未出現開裂。
(3)新造電動機 結合失效焊縫間隙尺寸,從減小弧板與定子鐵心沖片之間的裝配間隙入手。過去,小吊掛組件(其由弧板和小吊掛焊接而成)的弧板制造過程有兩種方案,考慮40mm鋼板熱壓成形弧度難以控制,不再采用該制造方案。另一方案原由鋼板卷制成筒體、分割成數個弧板,然后再將加工好的小吊掛焊接到弧板上,焊完小吊掛組件后并對之退火,因40mm厚筒體卷制后僅僅校圓,缺少卷筒后的機加工工序,其精度不足以保證其與機座鐵心沖片的貼合度,加之分割筒體后,弧板與小吊掛的焊接變形,即使對之退火,仍然使得小吊掛組件弧板與鐵心沖片焊接時裝配間隙遠遠超過設計要求。改進后,通過工藝驗證,在弧板卷制成筒體后,加工外圓,劃線焊接數個小吊掛到卷制好的整體弧板筒體外圓,然后退火。退火后增加機加工工序,加工弧板筒體整體內側面,之后再分割出數個小吊掛組件,這樣有效保證了小吊掛組件弧板內側與定子鐵心沖片之間的設計間隙。焊接時增加MAG焊小電流打底焊縫,φ1.0mm,ER50—6焊絲,焊接電流180~220A,電弧電壓22~26V。填充蓋面焊采用E5024 φ5.0mm焊條一道焊完,適當降低焊接電流210~240A,保證焊角符合圖樣要求。焊后振動時效處理整個定子鐵心,24h后著色探傷或磁粉探傷,經過近半年的跟蹤走訪,新造電動機未出現開裂現象。
5. 結語
(1)牽引電動機小吊掛組件由于制造工藝存在不足和焊接變形引起的弧板與定子鐵心沖片之間間隙增大,導致焊縫焊腳有效尺寸偏小,焊縫強度不足,所以在較大動應力和交變載荷的作用下產生焊縫開裂失效。
(2)對在線運行電動機和返修電動機采用焊縫補強方案,在焊接小吊掛弧板與鐵心沖片之間的焊縫時,均增加MAG焊打底焊,保證了根部熔透;對新造電動機,通過小吊掛組件本身制造工藝的優化,減小了弧板與定子鐵心沖片之間的裝配間隙,增加MAG焊打底焊。
跟蹤結果表明,補強電動機和新造電動機在分別運行一年和半年后均未發生焊縫開裂失效。
[1] 陳伯蠡. 焊接工程缺欠分析與對策[M]. 第2版. 北京:機械工業出版社, 2005∶59-64.
[2] 王國凡,等. 材料成形與失效[M]. 第1版. 北京:化學工業出版社, 2002∶19-22,56-57, 214-227.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
