橋鋼箱梁板單元自動化焊接技術研究與應用
2015-11-16 06:05:12張華阮家順余志強黃新明
金屬加工(熱加工) 2015年16期
關鍵詞:焊縫
張華 阮家順 余志強 黃新明
港珠澳大橋是中國交通建設史上技術最復雜、建筑要求和標準最高、安全及環境要求最嚴的一個工程,該橋建設將是我國由橋梁大國走向橋梁強國的里程碑。其中橋梁工程長約22.9km,鋼箱梁用鋼量約40萬t,工程業主提出了“大型化、工廠化、預制化、裝配化”的設計施工理念,以及“車間化、機械化、自動化”的制造模式,期望通過該橋的建設提升國內橋梁鋼結構制造水平。
1. 鋼箱梁板單元自動化焊接系統
港珠澳大橋鋼箱梁板單元典型的結構形式主要有三類:U肋板單元、板肋板單元、橫隔板單元。鋼箱梁板單元均為開放式結構,焊接為平面作業方式,涉及到的焊接工位均為平位、平角位,板單元的橫向尺寸3~4m。鑒于這些結構特點,板單元自動化焊接系統宜采用龍門式自動焊機結構,鋼箱梁板單元焊接系統分別如圖1~圖3所示。
各類板單元自動化焊接系統的結構與性能如下:
(1)U肋板單元自動化焊接系統 將龍門式多頭自動焊接機與液壓搖擺反變形胎架進行組合設計,選用氣體保護焊,升降橫梁可與搖擺式焊接反變形胎架面保持平行。搖擺式焊接反變形胎架可使工件處于有利的船形焊工位,改善焊縫外觀成形,同時可有效減少板單元焊接變形。
(2)板肋板單元自動化焊接系統 主要用于多根板肋與底板之間進行同時焊接的專用設備,選用氣體保護焊,每個立柱上設置4把焊槍,可對每條板肋實施雙側雙絲氣體保護焊,焊接生產效率高。
(3)橫隔板單元自動化焊接系統 由于橫隔板單元上安裝有縱、橫加勁肋,以及人孔加勁肋,為非直線復雜焊縫,故采用焊接機器人實現自動化焊接。一套焊接機器人系統中含有兩個機械臂,加勁肋兩側可同時對稱施焊,機器人焊接可消除采用小車焊接時的焊接盲區,減少焊接接頭;此外,在加勁肋端部,雙機械臂同時焊接,雙熔池熔合后,可以實現包角處無接頭焊接。

圖1 U肋板單元焊接系統

圖2 板肋板單元焊接系統

圖3 橫隔板單元焊接系統
2. 焊縫自動跟蹤技術
根據各種焊縫自動跟蹤方式的原理與精度的不同,我公司對于橫隔板單元件,采用焊接機器人電弧傳感焊縫跟蹤技術進行焊接;對于U肋板單元角焊縫,采用感應探頭焊縫跟蹤技術焊接,其焊炬在伺服電動機驅動下進行主動調節,跟蹤探頭尺寸小,受構件形狀尺寸誤差的影響較小,因此跟蹤精度較高,能夠較好滿足U肋角焊縫穩定的熔深與良好外觀成形的需求;對于板肋板單元角焊縫,由于熔深精度要求相對較低,因此采用結構原理更為簡單的盤形輪式焊縫跟蹤,可滿足焊接要求;而靠輪式角焊小車,焊縫跟蹤精度一般,可作為焊接機器人技術的補充,用于橫隔板單元平直角焊縫的焊接。

圖4

圖5
圖6
3. 板單元自動化焊接方案
(1)U肋板單元自動化焊接方案對比 根據港珠澳大橋工程建設的要求,國內幾大鋼橋制造廠通過技術引進再創新,U肋板單元自動化焊接方案各有特點,形成了3種焊接方案:第一種采用焊接機器人+搖擺斜胎架(見圖4);第二種是采用多頭焊接專機+固定平胎架(見圖5);第三種是采用多頭焊接專機+搖擺斜胎架(見圖6)。
方案一:機器人焊接技術在焊縫跟蹤精度與外觀成形方面表現出優勢,但一套焊接系統中僅有4把焊槍,無法實現板單元上所有U肋同步焊接,在焊接效率方面明顯落后,一次性投入成本也明顯高于多頭焊接專機方案。對于U肋板單元、板肋板單元平直角焊縫,智能化優勢無法得到充分發揮。
方案二:可對U肋兩側焊縫同時焊接,生產效率方面有明顯優勢,但由于焊接工位限制,以及跟蹤精度較低,在焊縫內部質量與外觀成形方面存在劣勢。
方案三:即我公司采用的U肋板單元自動化焊接方案,一套焊接系統中共有6個操作臂,可以實現板單元上所有U肋同步焊接;采用感應探頭式焊縫跟蹤方式,焊縫跟蹤精度較高,以及有利的焊接工位,焊縫內部質量與外觀成形良好,在焊接質量與生產效率上得到了有機結合,綜合效益好。
(2)焊接方式對U肋焊縫熔深的影響 為保證達到80%以上的焊縫熔深,以及良好的焊縫外觀成形,進行了焊接工藝優化試驗。在門式六頭焊機上分別進行了U肋角焊縫的雙絲單熔池、雙絲雙熔池、單絲單熔池焊接工藝試驗,U肋板厚度為8mm,采用金屬粉芯藥芯焊絲CO2氣體保護焊,焊絲直徑1.4mm。
首先,采用雙絲單熔池焊接工藝:兩焊絲間距為20mm左右,要求一次焊接成形,試驗發現該工藝在坡口焊中,容易產生咬邊缺陷,難以保證良好的焊縫外觀。其次,采用雙絲雙熔池工藝:兩焊絲間距為110mm左右,一次焊接成形;再次采用單絲焊工藝,兩道焊接成形。焊后取多個宏觀斷面檢測焊縫熔深,焊接參數與焊縫熔深如附表所示。
從以上試驗情況來看,在不同的工藝條件下,焊縫平均熔深依次增加,還發現,雙絲焊焊縫熔寬較大,單絲焊熔寬較小,分析其原因為雙絲焊時前絲焊道對后絲焊道的預熱作用所致。雙絲雙熔池焊接工藝,經工藝參數優化后,用于U肋板單元的焊接基本可行;為更好地滿足U肋焊縫的80%以上的熔深要求,在產品焊接中采用單絲兩道焊工藝,雖限制了焊接效率進一步提高,但因焊縫兩道分次焊接,有利于減少焊接變形,同時便于打底焊道完成后對定位焊處進行余高修磨,保證了整條U肋焊縫外觀成形的一致性。
(3)高效化焊接 第一,龍門式焊機多焊炬設計。在U肋板單元生產線中,配置了具有6個操作臂的龍門式焊機,每個焊接操作臂上可安裝2個焊炬,在板肋板單元生產線中,配置了具有6組操作臂的龍門式焊機,每個焊接操作臂上安裝有4個焊炬,共有24把焊槍可在一塊板單元上同時焊接,因此具有很高的焊接效率。
第二,配置高性能的焊接電源。配置了高性能的氣體保護焊焊接電源,電源型號為OT C—XD600G,額定電流600A,滿足100%暫載率的需求,可在高負荷高強度的自動焊接中實現穩定的焊接電參數輸出。
第三,采用雙絲氣體保護焊工藝。在鋼箱梁板單元焊接中采用了雙絲雙熔池氣體保護焊,兩根焊絲間隔一定距離,根據焊縫成形需要,焊絲可橫向錯位適當間距,且焊接參數可分別設置,相比單熔池雙絲焊,對于較大尺寸的角焊縫,焊縫成形更容易得到有效控制。
第四,金屬粉芯型藥芯焊絲的應用。港珠澳大橋鋼箱梁板單元焊接中大量應用了金屬粉芯藥芯焊絲,焊絲型號為E500T—1、φ1.4mm,不僅可提高焊接效率,而且焊接質量容易保證。
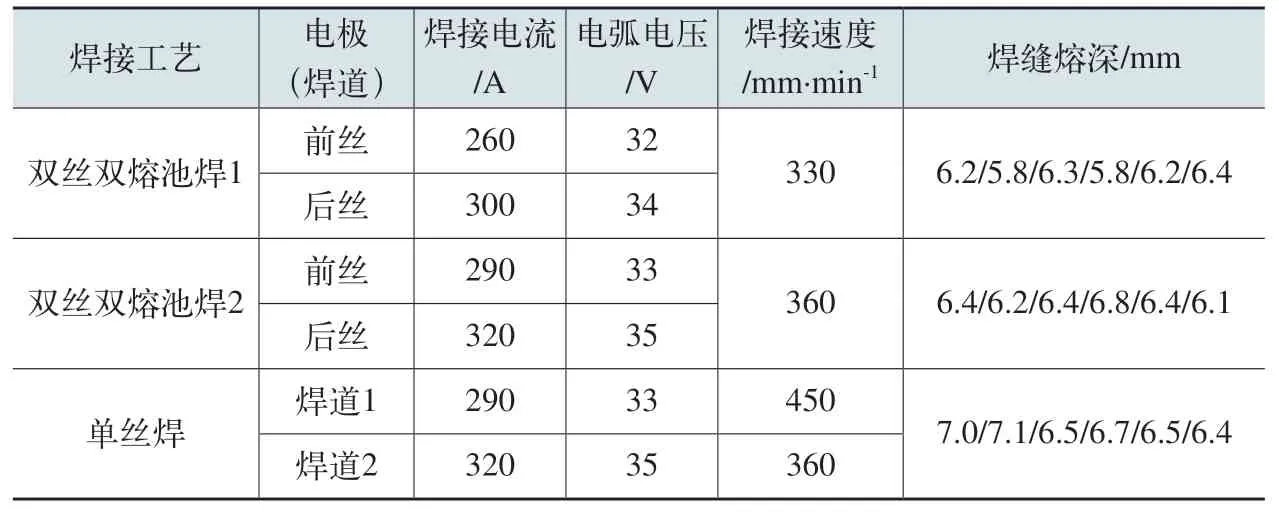
焊接參數與焊縫熔深
4. 板單元焊接質量控制
(1)U肋焊縫根部熔合缺陷 由于鋼箱梁頂板U肋角焊縫疲勞性能要求高,因此在焊接工藝設計及焊接施工時必須考慮U肋角焊縫根部熔合質量問題,其常見的根部熔合不良問題有焊縫熔深不足、焊縫燒穿及根部裂紋等。
為保證良好的U肋焊縫根部熔合質量,采用以下幾方面技術措施:①合適的坡口尺寸及精度,鈍邊尺寸控制在0.5~1mm,坡口角度控制在50°~55°。②控制U肋裝配間隙,U肋與頂板間的裝配間隙控制在0.5mm以內。③合適的焊絲指向角度與位置,合適的焊接參數,打底焊道電流控制在290~310A。④加強定位焊焊縫的質量控制,避免焊偏、焊漏及弧坑裂紋等缺陷。
(2)焊接裂紋、氣孔 首先藥芯焊絲熔敷金屬的擴散氫含量指標一般控制5mL/100g以下,此外需關注因焊絲化學成分波動引起焊縫金屬脆硬問題;其次為選用合理的焊接工藝及在不利焊接環境下采取必要的預熱措施。焊接熱裂紋則一般從降低焊絲的雜質含量、提高構件的裝配質量、優化工藝參數及改善焊縫成形系數等方面進行控制。
焊接氣孔按性質可分為氮氣孔、氫氣孔等,氣體保護焊焊接氣孔一般從加強氣體保護、焊接坡口清理、降低焊絲的氫含量及優化焊絲成分等方面進行控制。
(3)焊道波浪成形 采用龍門式多頭焊機焊接鋼箱梁板單元時,可能會出現焊道波浪成形問題,經分析其主要是由于桶裝藥芯焊絲在送絲過程中電弧端位置不穩定引起的,可通過提高焊絲的送絲性能和送絲機構工作的穩定性來避免。
(4)超聲相控陣檢測技術應用 鋼箱梁板單元正式焊接前,零件間需采用定位焊進行固定,最終定位焊將作為焊縫的重要組成部分,定位焊處起熄弧集中,焊接質量與焊縫熔深較容易波動。因此,采用超聲相控陣對U肋角焊縫進行探傷時,應著重檢測定位焊處的焊縫質量。
(5)焊接變形控制 鋼箱梁板單元焊接變形控制措施有以下幾個方面:第一,U肋板單元采用了液壓橫向反變形胎架焊接,根據經驗和試驗值,不同的頂板板厚預放不同的反變形量,以抵消焊后變形量;板肋板單元、橫隔板單元焊前板邊采用液壓裝置與平胎架夾緊固定,減少焊接變形量。
第二,龍門式自動焊機多個焊炬同向同步焊接,避免U肋板單元、板肋板單元的旁彎、扭曲變形。
第三,板肋板單元、橫隔板單元加勁肋兩側坡口同時焊接,有效減小T形接頭的角變形。
在鋼箱梁板單元焊接變形矯正方面,我公司率先采用專用設備進行機械矯正,輔助火焰矯正工藝。研制了U肋板單元滾壓機械矯正機、板肋板單元機械滾壓矯正機、橫隔板壓點可移動液壓矯正機,如圖7~圖9所示。
(6)板單元焊縫外觀成形 采用龍門式多頭自動焊機、機器人焊接等技術,鋼箱梁板單元焊縫外觀成形質量得到了大幅提升。U肋板單元、板肋板單元、橫隔板單元焊縫外觀成形如圖10~圖12所示。
5. 結語
鋼箱梁板單元自動化焊接、金屬粉芯藥芯焊絲氣體保護焊、U肋角焊縫超聲相控陣檢測等關鍵技術的研究應用,使得我國鋼箱梁制造生產面貌煥然一新,自動化生產水平得到了跨越式的發展,鋼箱梁板單元的焊接質量水平得到了顯著提高,在我國從橋梁大國邁向橋梁強國的進程中具有里程碑意義。

圖7 U肋板單元滾壓機械矯正機

圖8 板肋板單元機械滾壓矯正機

圖9 橫隔板壓點可移動液壓矯正機

圖10 U肋板單元焊縫外觀

圖11 板肋板單元焊縫外觀

圖12 橫隔板單元焊縫外觀
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
