新型高性能橋梁用Q500q鋼板焊接試驗研究(二)
2015-11-16 06:05:10徐向軍貝玉成常國光
金屬加工(熱加工) 2015年16期
徐向軍 貝玉成 常國光
1. 概述
由于滬通長江大橋(見圖1)跨度大,荷載重,桿件受力大,在主橋的輔助墩頂、主塔根部梁段和鋼桁梁拱橋的拱肋弦桿采用Q500q鋼板,最小板厚為8mm厚的U形肋,最大板厚6 0mm的弦桿整體節點板,Q500q鋼板總重量約3.1萬t。在Q500q鋼焊接性進行試驗評價的基礎上,需要根據大橋的結構特點,選取典型接頭進行Q500q鋼的焊接工藝評定試驗,進一步驗證鋼板的焊接性。
根據滬通長江大橋設計需要,設計院提出了“高性能橋梁用Q500q鋼板焊接接頭力學性能評定標準(暫行)”,并按照《鐵路鋼橋制造規范》(TB10212—2009)進行試驗,接頭力學性能試驗項目和試樣數量如表1所示。
2. Q500q鋼板焊接工藝評定試驗項目
針對某鋼廠采用TMCP+回火工藝生產的Q500q鋼板進行了典型接頭焊接工藝評定試驗。
(1)對接焊縫 對接焊縫包括主桁桿件對接接料、弦桿間對接、橋面板和底板單元對接、U形肋對接等,在鋼板軋制方向上有橫向對接和縱向對接,如表2所示。

圖1 滬通長江大橋

表1 接頭力學性能試驗項目和試樣數量
(2)熔透角焊縫 熔透角焊縫有主桁下弦桿整體節點板穿出橋面圍焊熔透角焊縫、橫梁接頭板熔透角焊縫等,如表3所示。
(3)坡口角焊縫和T形角焊縫 坡口角焊縫有主桁弦桿主角焊縫、橋面板和底板上U形肋角焊縫等,T形角焊縫有工形桿件主角焊縫、加勁肋角焊縫等,如表4所示。
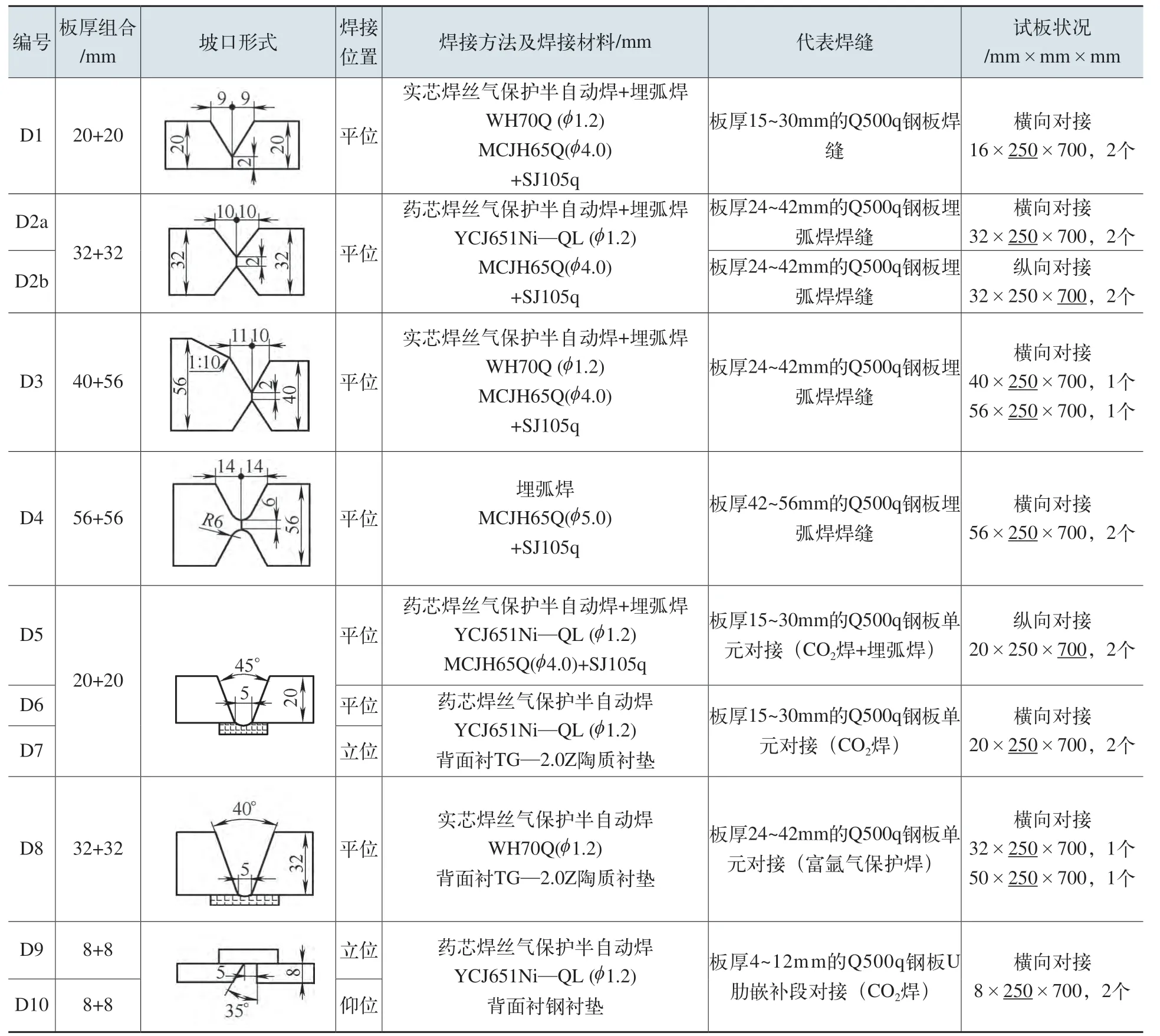
表2 Q500q鋼板對接焊縫坡口尺寸、焊接方法
3. 試件的焊接和檢測
焊接方法包括埋弧焊、 實芯焊絲氣體保護焊(80%Ar+20%CO2)、藥芯焊絲氣體保護焊(CO2氣體保護),U形肋坡口角焊縫采用機器人焊接,焊接位置有船位、平位、立位和仰位。在前期已經對鋼板和焊接材料的化學成分、力學性能進行了詳細試驗。根據前期Q500q鋼的斜Y坡口焊接裂紋試驗,并考慮到鋼板強度級別高和厚板焊接拘束大的因素,確定了更加嚴格的Q500q鋼焊前預熱和道間溫度控制,具體如表5所示。焊接參數如表6所示。
焊后對焊縫進行外觀檢查,表面質量符合TB10212—2009的要求。24h后對U形肋對接焊縫和角焊縫進行磁粉探傷檢測,焊縫質量達到JB/T6061—2007 2X級要求;對其他焊縫進行超聲波探傷檢查,對接焊縫和熔透角焊縫內部質量達到TB10212—2009Ⅰ級要求,坡口角焊縫和T 形角焊縫內部質量達到TB10212—2009Ⅱ級要求。之后對接頭進行力學性能試驗,結果如表7所示,接頭低溫沖擊試驗結果如表8所示,接頭力學性能滿足技術
要求。
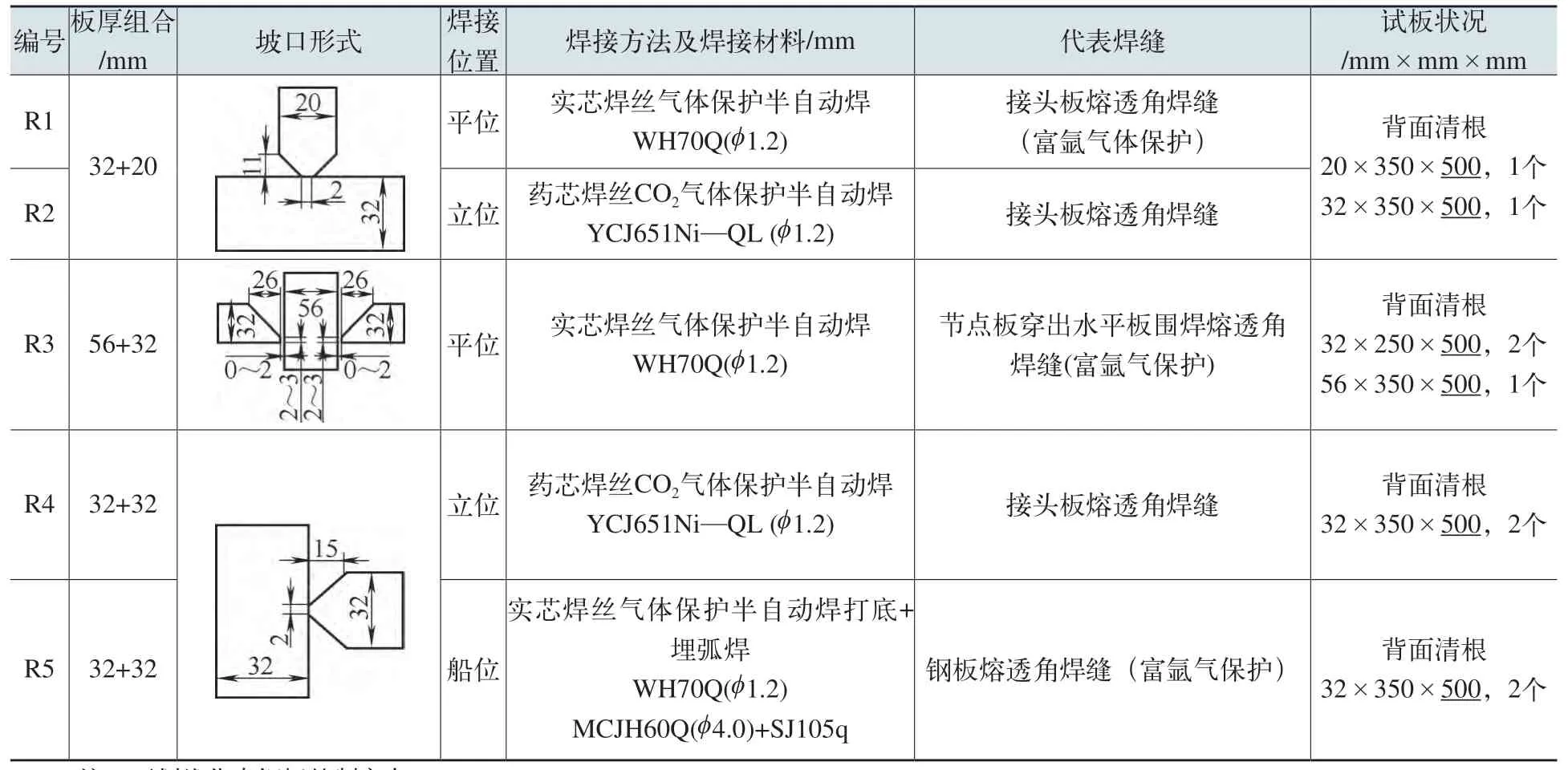
表3 Q500q鋼板熔透角焊縫坡口尺寸、焊接方法
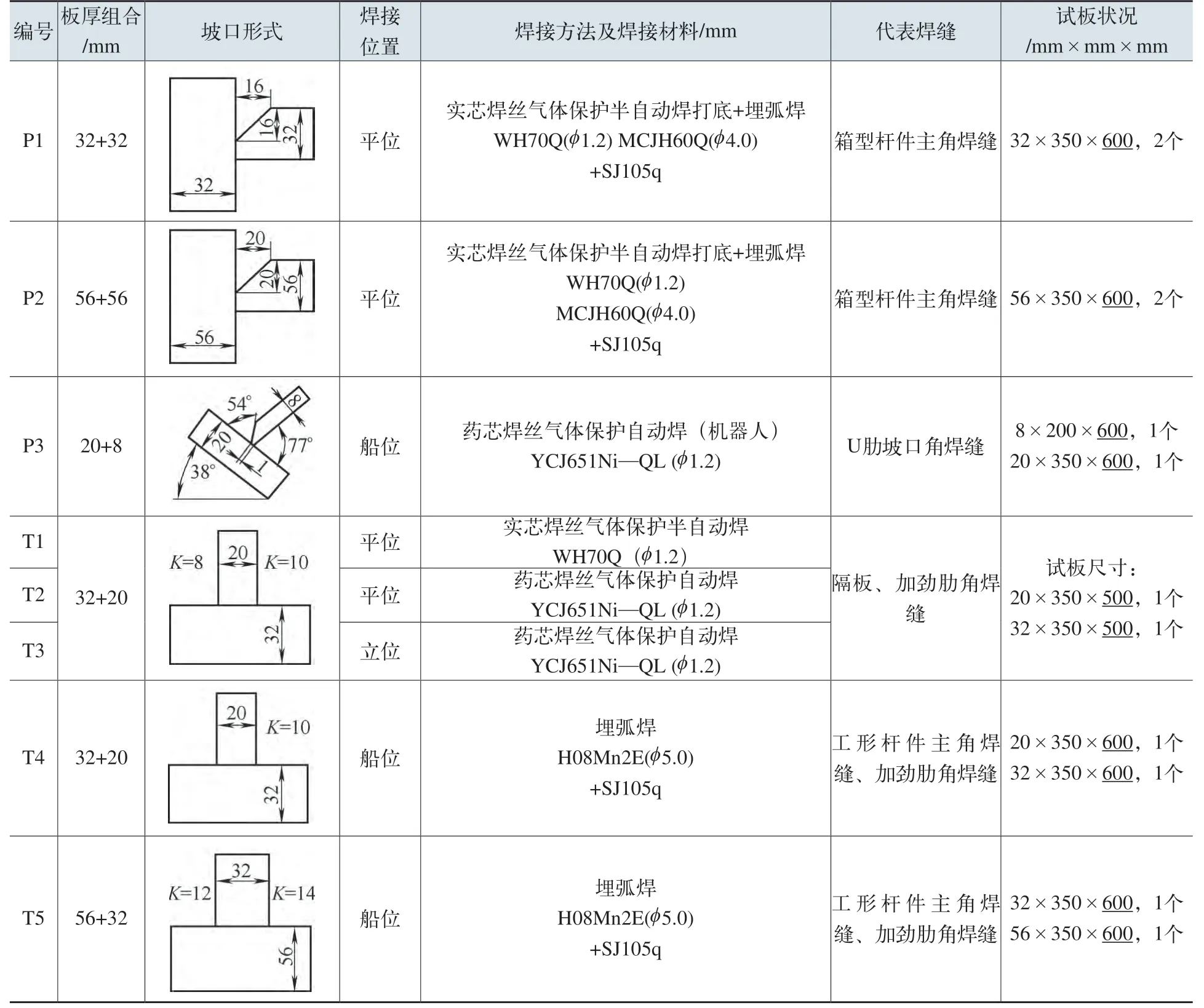
表4 Q500q鋼板坡口角焊縫和T形角焊縫坡口尺寸、焊接方法
對接頭分別進行了宏觀斷面檢測,典型接頭宏觀照片如圖2 所示,接頭熔合良好,無裂紋等焊接缺陷,接頭硬度≤380HV10。
對宏觀斷面進行金相組織分析,焊縫組織為鐵素體+貝氏體+索氏體,熱影響區為貝氏體組織,無淬硬組織。
4. 結語
Q500q鋼板典型接頭焊接工藝評定試驗結果表明,對接焊縫、熔透角焊縫、坡口角焊縫、T形角焊縫的接頭力學性能全部滿足技術要求,焊接材料與Q500q鋼板相匹配,焊接參數適當,對今后施工具有一定的借鑒價值。
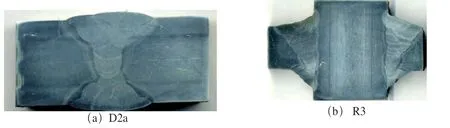
圖2 典型接頭宏觀斷面

表5 焊前預熱和道間溫度控制

表6 焊接參數

表7 焊縫力學性能試驗結果

表8 接頭低溫沖擊試驗結果統計
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
