轉向架構架鑄鋼大部件焊接工藝研究
2015-11-16 06:05:06楊紅偉董洪達倪寶成
金屬加工(熱加工) 2015年16期
楊紅偉 董洪達 倪寶成
1. 概述
公司土庫曼斯坦轉向架(PW207G)構架是首次采用鑄鋼側梁(G20Mn5)與鋼管式橫梁(Q345E)拼焊結構形式,針對此種新型轉向架構架,對鑄鋼箱型梁與無縫鋼管焊接的結構形式進行工藝試驗,并對鑄鋼材料焊接前、后材料性能及組織變化情況進行對比研究。評估轉向架構架采用鑄鋼材料大部件進行焊接的可行性及可靠性,規范了焊接實施基本要素。
2. 試驗材料
(1)母材 試驗用鑄鋼件采用 EN 10213-3 標準制造的G20Mn5,其化學成分及力學性能如表1、表2所示。
試驗用板材使用基于GB1591 標準制造的Q345E 材料,其化學成分及力學性能如表3、表4所示。
(2)焊接材料 使用的焊接材料為符合ISO14341標準的G424M G3Si1,φ1.2mm焊絲。保護氣體為富氬混合氣(80%Ar+20% CO2)。焊絲化學成分如表5所示,焊絲熔敷金屬力學性能如表6所示。

表1 G20Mn5化學成分(質量分數)(%)

表2 G20Mn5力學性能

表3 Q345E化學成分(質量分數)(%)
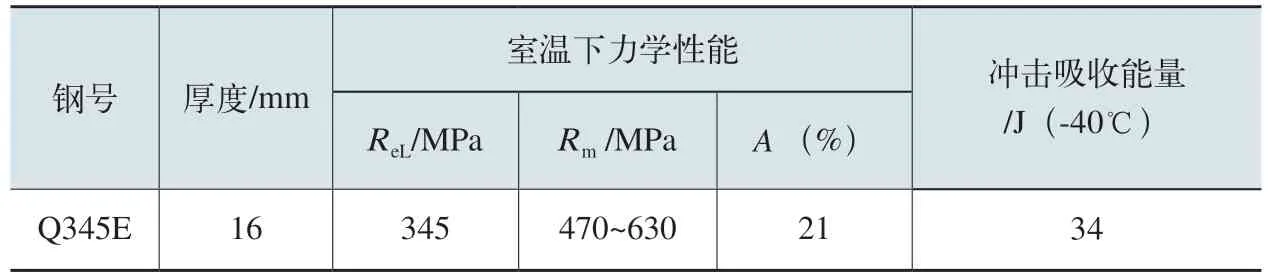
表4 Q345E力學性能

表5 G3Si1焊絲化學成分(質量分數) (%)

表6 G3Si1焊絲熔敷金屬力學性能
3. 焊接工藝試驗
(1)G20Mn5+Q345E T-joint45°焊接工藝試驗 焊接參數如表7所示。試驗結果如圖1、圖2所示。
(2)G20Mn5+Q345E FW焊接工藝試驗 焊接參數如表8所示,試驗結果如圖3、圖4所示。
(3)G20Mn5+Q345E BW焊接工藝試驗 焊接參數如表9所示,試驗結果如圖5、圖6所示,力學性能如表10~表13所示。
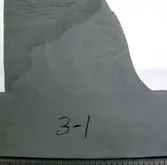
圖1
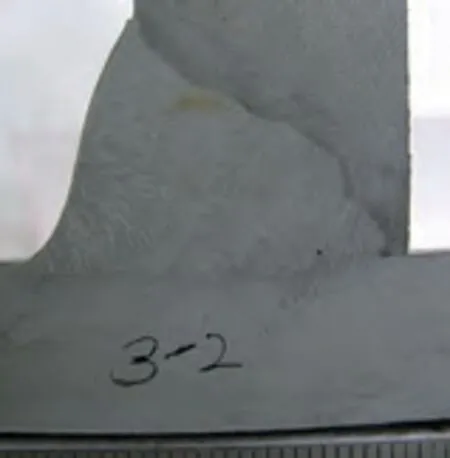
圖2

圖3

圖4

表7 焊接參數

表8 焊接參數
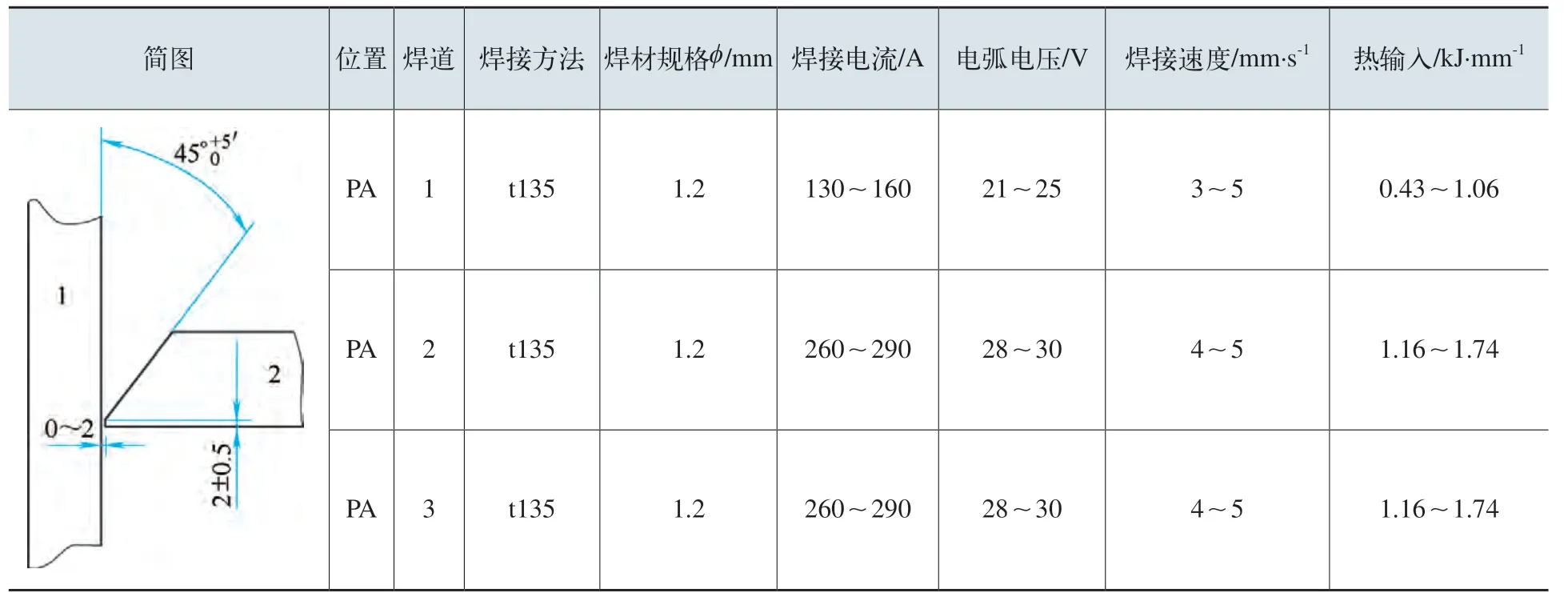
表9 焊接參數
4. 結語
通過對轉向架構架鑄鋼大部件焊接工藝進行試驗,對鑄鋼材料焊接前、焊接后材料性能及組織變化情況進行對比分析、研究表明,宏觀金相試驗觀察焊縫熔合良好,母材、熱影響區無異常,微觀金相試驗焊縫、Q345E熱影響區、G20Mn5熱影響區組織未見明顯的晶粒粗大等影響焊接性能的現象,力學性能試驗合格,硬度試驗檢測結果合格。轉向架構架采用鑄鋼材料(G20Mn5)大部件進行焊接是可行的、可靠性;此項目上應用的焊接工藝能夠滿足焊接質量和性能要求;針對此項目的焊接工藝滿足實際生產、制造要求,此項工藝可以在項目上推廣和使用。

圖5 試板射線探傷底片

圖6

表10 拉伸試驗結果

表11 彎曲試驗結果

表12 沖擊試驗結果

表13 硬度試驗結果
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
西南交通大學學報(2018年5期)2018-11-08 10:58:26
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14
焊接(2015年9期)2015-07-18 11:03:53
