動車用Q345A與SS400P異種鋼焊接工藝研究
2015-11-16 06:05:06毛波袁翔
金屬加工(熱加工) 2015年16期
毛波 袁翔
300k m/h的動車組是目前我國運行速度最快的列車。由于其運行速度高,工作環境惡劣,因此對機車車輛的結構材料要求較高,特別是車輛底部的懸掛件。由國產化的需要,300k m/h動車APU/ARF箱體懸掛吊耳、變壓器安裝梁等重要部位將采用6mm的Q345A材料替代原日本進口的SS400P材料。由于其他部位的材料不變,所以形成了Q345A+SS400P的典型異種金屬焊接結構。為了對該兩種材料制定出合理的焊接參數,保證焊接接頭具有所要求的使用性能,本文對 Q345A與SS400P材料及異種鋼焊接性能進行了研究。
1. 焊接材料及焊接方法
(1)試驗材料 6mm 的Q345A和SS400P的供貨狀態為熱軋態,其化學成分及力學性能如表1所示。
(2)焊接材料及焊接方法的選擇 焊接材料依據母材的力學性能,選擇相應強度級別的焊接材料;依據設計要求和生產實際情況,焊絲選用國產ER50—6焊絲。
焊接方法結合以往單獨焊接SS400P和Q345A的經驗,以及板材的厚度、焊縫成形、焊接飛濺傾向、焊接效率和熔深等,我們排除了焊條電弧焊以及鎢極氬弧焊,而采用了80%Ar+20% CO2熔化極富氬氣體保護焊。
2. 焊接工藝
(1)碳當量計算 按國際焊接學會(IIW)推薦公式計算出SS400P的碳當量為0.248%,Q345A的碳當量為0.361%。由計算結果可知,兩種材料的淬硬傾向不大,焊接性優良。同時在工作中實際板厚為6mm,溫度也高于+5℃,焊接時可以不預熱。
(2)材料微觀金相 我們對兩種試驗材料的金相進行了微觀檢測,其顯微組織如圖1、圖2所示。
從圖中可以看出,Q345A微觀金相基體組織是呈帶狀分布的鐵素體+珠光體, SS400P微觀金相基體組織是呈細顆粒狀分布的鐵素體+珠光體,兩種材料的基體組織差異不大,有利于焊接。
(3)焊接人員 由持證合格焊工施焊,為減少焊接過程中人為因素影響,所有試件均由一人施焊,焊接過程嚴格執行焊接參數,由專人進行全過程記錄。
(4)試件清理 試件坡口清潔無污物,焊接區域 20mm范圍內打磨鐵銹、污物,露出金屬光澤。
(5)焊接參數 我們對Q345A+SS400P材料的常用接頭形式進行了焊接,其焊接參數如表2所示。
(6)施焊過程 為保證施焊過程操作規范,數據準確,事先對所有焊接設備測量儀器進行調試、修驗,焊工進行模擬練習,制作焊接記錄表,進行人員分工,焊接人員、記錄人員、檢查人員及輔助人員各負其責,互相配合,保證施焊過程記錄準確、完整。
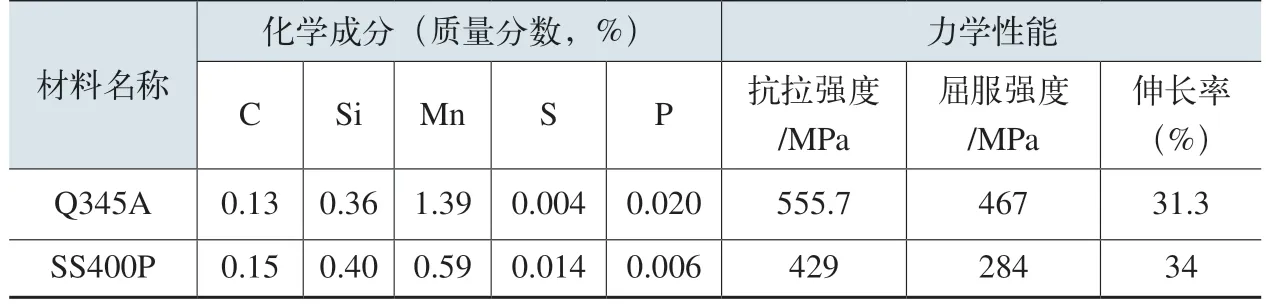
表1 試驗材料的化學成分及力學性能
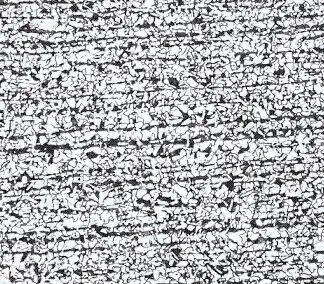
圖1 Q345A微觀金相組織
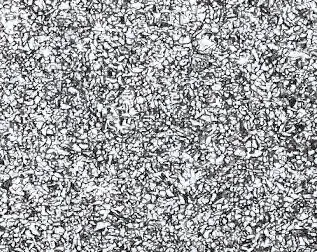
圖2 SS400P微觀金相組織
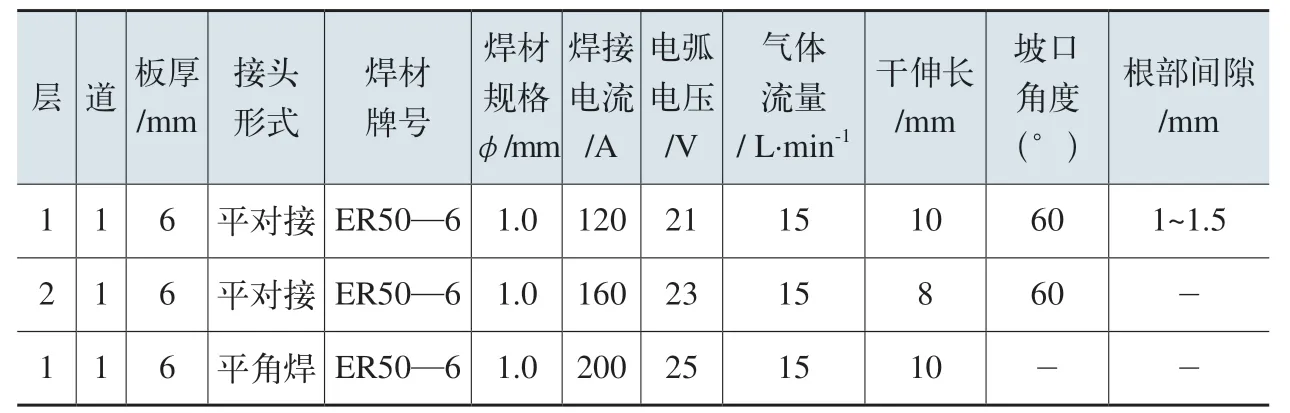
表2 平對接焊單面焊雙面成形及平角焊焊接參數

表3 平對接焊焊縫接頭的抗拉強度

表4 平對接焊縫接頭的彎曲性能
3. 試驗結果
(1)焊接接頭檢測 對焊好的焊接接頭進行了焊縫表面檢查、兩面PT探傷檢查、宏觀金相檢測,焊縫表面成形良好,無裂紋、咬邊及氣孔等焊接缺陷。
(2)焊接接頭常規力學性能試驗 對焊接接頭進行常規力學性能,試驗結果如表3、表4所示。
4. 結語
(1)采用富氬氣體保護焊焊接Q345A+SS400P異種金屬時,選用ER50—6焊絲填充的焊縫,完全可以滿足焊接要求。
(2)用確認的焊接參數焊接,焊接接頭的常規力學性能較好,接頭的抗拉強度和塑性均符合要求。
(3)焊接時,適當運條可以獲得較好的焊縫成形,焊接角度的控制是保證角焊縫熔深的關鍵因素。
[1] 王永達,謝仕柜. 低合金焊接基本數據手冊[M].北京:冶金出版社,1998.
[2] 中國機械工程學會焊接學會編.焊接手冊(第2卷)[M] .北京:機械工業出版,2001.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
