印刷質量管理中的控制圖應用
2016-05-30 04:45:29黃森森陳梅
中小企業管理與科技·上旬刊 2016年3期
關鍵詞:應用
黃森森 陳梅
摘 要:控制圖是印刷質量過程控制中一種簡明有效的方法。本文介紹了控制圖的原理、判斷方法,并對控制圖在印刷質量過程控制中的應用進行分析研究。
關鍵詞:印刷質量管理;控制圖;應用
20世紀20年代美國休哈特提出了過程控制概念,經過80年全世界范圍的實踐,逐步形成了較為完善的統計過程控制方法。統計過程控制(Statistical Process Control,SPC)作為一種能夠實時監控波動的質量管理方法,能夠推動企業達到全面管理階段,實施全民參與、全過程控制、全企業的質量管理模式。其核心內容是控制圖的應用。
1 控制圖理論
1.1 控制圖原理
在印刷生產過程中,印刷品質量受到多種因素的影響不可避免地產生波動,其中波動包括正常波動和異常波動。
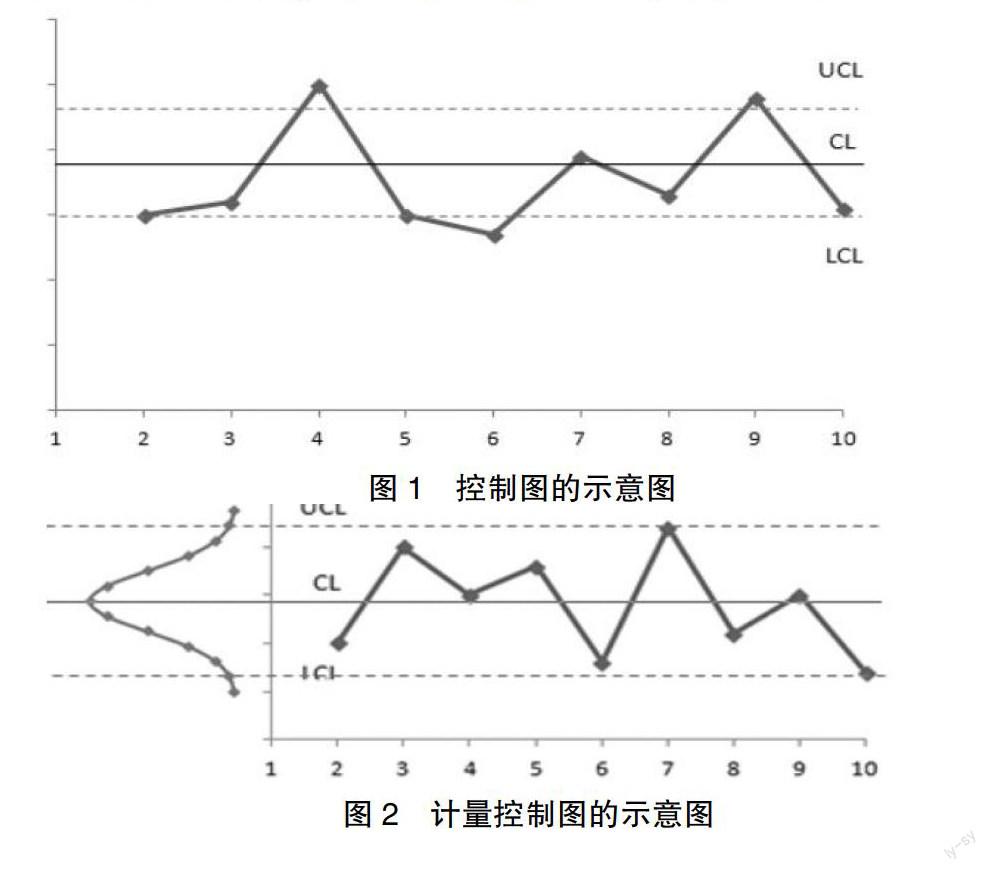
控制圖則主要用來監控印刷生產過程中的異常波動,由二維直角坐標系組成,縱坐標表示質量特征值,橫坐標表示子組號,包括一條中心線和兩條控制界限。兩條控制線分別位于中心線(Control Limit,CL)上下各3σ(σ為子組標準差或極差的適當倍數值)位置處,分上控制線(Upper Control Limit,UCL)和下控制線(Lower Control Limit,LCL),見圖1。把抽樣的特性值按順序以點的形式反映在控制圖上,便反映了生產過程中動態的波動過程。針對于超出控制的點產生原因的不同,應用控制圖時發生的錯誤主要分為兩種,分別為第一類錯誤和第二類錯誤。第一類錯誤指由于偶然因素落在控制限外得出過程失控的錯誤,第二類錯誤則指因為偶然因素落在控制限內而得出過程受控的錯誤。
當生產過程處于正常狀態時,質量特性值一般呈正態分布。根據3σ準則可知,當X服從正態分布X~N(μ,σ2)時,P=1-P{μ-3σ
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01