控制棒驅動機構密封泄漏應對策略分析
2016-07-05 01:07:51中核核電運行管理有限公司浙江海鹽314300
中國核電 2016年1期
關鍵詞:應對策略
李 云(中核核電運行管理有限公司,浙江 海鹽 314300)
?
控制棒驅動機構密封泄漏應對策略分析
李 云
(中核核電運行管理有限公司,浙江 海鹽 314300)
摘要:控制棒驅動機構耐壓殼部件是反應堆冷卻劑系統(tǒng)壓力邊界的薄弱環(huán)節(jié),泄漏事故多發(fā)于此。針對此類問題,文章通過比較M310及AP1000控制棒驅動機構耐壓殼密封結構,分析探討了控制棒驅動機構密封泄漏的應對策略。
關鍵詞:控制棒驅動機構;耐壓殼;密封;泄漏;應對策略
CLC number: TM623 Article character: A Article ID: 1674-1617(2016)01-0067-04
控制棒驅動機構(CRDM)是反應堆的重要動作部件,通過它的動作帶動控制棒組件在堆芯內上下抽插,以實現反應堆的啟動、功率調節(jié)、停堆和事故情況下的安全控制[1],由驅動桿部件、鉤爪部件、耐壓殼部件、線圈部件和棒位指示器部件組成。其中,耐壓殼部件是反應堆冷卻劑系統(tǒng)壓力邊界的組成部分,屬于核電站第二道安全屏障,必須確保壓力邊界的完整性。然而,統(tǒng)計資料顯示,耐壓殼是反應堆冷卻劑系統(tǒng)壓力邊界的薄弱環(huán)節(jié),泄漏事故多發(fā)于此,給核電廠安全造成重大隱患。本文通過對M310和AP1000壓水堆核電機組控制棒驅動機構耐壓殼部件的密封結構進行比較研究,分析探討了控制棒驅動機構密封泄漏的應對策略。
1 設備結構
控制棒驅動機構布置在壓力容器頂蓋之上,如圖1所示。驅動桿部件穿過頂蓋進入壓力容器內部與控制棒組件相連接;線圈部件套在耐壓殼外部,通電后產生電磁力通過鉤爪部件帶動驅動桿運動,實現控制棒提升、下降及保持功能;棒位指示器位于驅動桿行程套管外部,用于探測驅動桿在行程套管中的位置;耐壓殼與壓力容器頂蓋貫穿件相連,形成反應堆冷卻劑系統(tǒng)的承壓邊界。
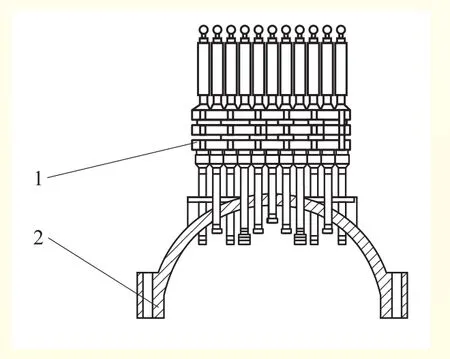
圖1 控制棒驅動機構示意圖Fig.1 Sketch of the structure of the control rod drive mechanism
1.1 M310耐壓殼結構
M310控制棒驅動機構的耐壓殼部件由驅動桿行程套管組件與密封殼組成。驅動桿行程套管的兩端均采用梯形螺紋與下部的密封殼和上部的端塞相連并采用OMEGA型密封焊縫進行密封。密封殼與壓力容器頂蓋貫穿件也采用梯形螺紋及OMEGA型密封焊縫進行連接和密封,如圖2所示。
1.2 AP1000耐壓殼結構
AP1000采用盲孔深孔加工方式,使端塞和驅動桿行程套管成為一體化盲管;密封殼與壓力容器頂蓋貫穿件采用異種金屬對接焊接形式成為一體化密封殼,如圖3所示。驅動桿行程套管與密封殼之間通過梯形螺紋連接并使用OMEGA型密封焊縫密封[2-4]。
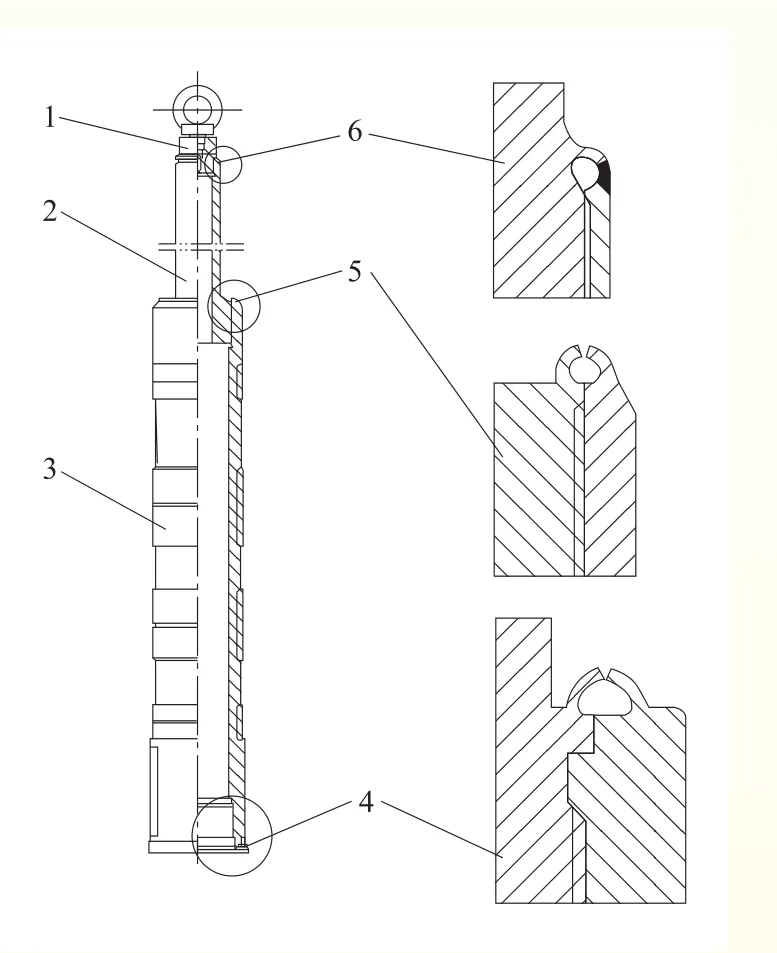
圖2 M310 CRDM耐壓殼結構示意圖Fig.2 Sketch of the structure of the pressure housing assembly for M310 CRDM
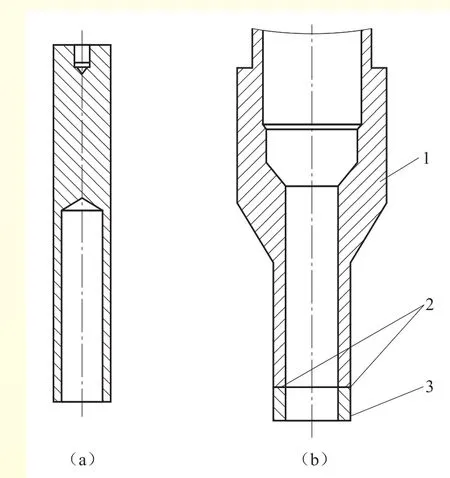
圖3 AP1000 CRDM耐壓殼結構示意圖Fig.3 Sketch of the structure of the pressure housing assembly for AP1000 CRDM
1.3 結構比較
M310與AP1000壓水堆控制棒驅動機構耐壓殼部件結構比較,見表1。
對比發(fā)現,M310控制棒驅動機構耐壓殼部件采用了上中下三處OMEGA型密封焊縫進行密封,而AP1000控制棒驅動機構耐壓殼部件減少為一處OMEGA型密封焊縫結構。
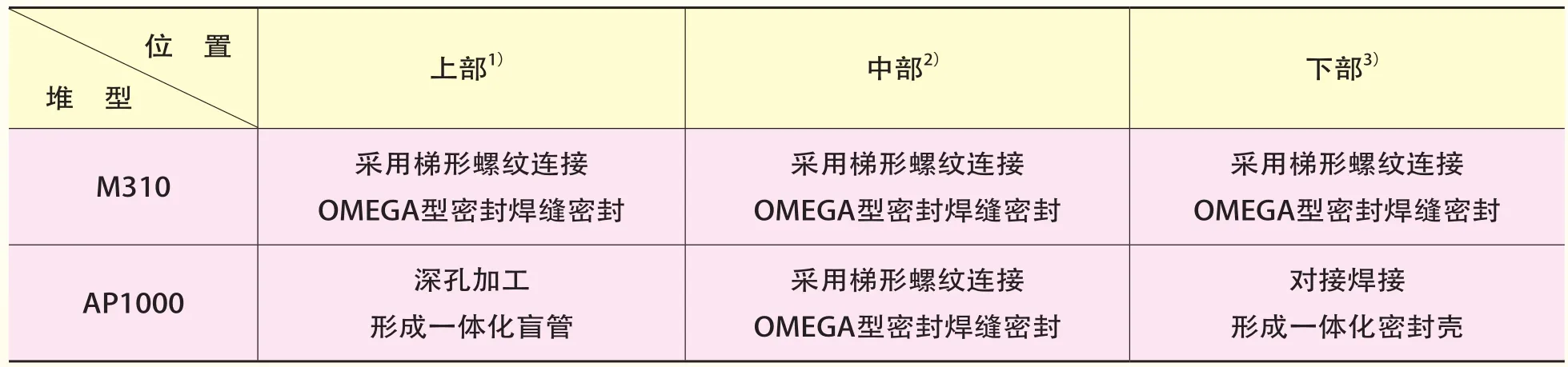
表1 M310與AP1000控制棒驅動機構耐壓殼部件結構比較Table 1 Comparison of the structure of the pressure housing assembly of M310 & AP1000 CRDM
2 失效機理
國內外M310機組的運行經驗及統(tǒng)計資料[5-6]顯示,其控制棒驅動機構耐壓殼部件上的OMEGA型密封焊縫是反應堆冷卻劑系統(tǒng)壓力邊界的薄弱環(huán)節(jié),泄漏事故多發(fā)于此,給核電廠安全造成了重大隱患。
目前,AP1000機組仍在建設中,但是其控制棒驅動機構耐壓殼部件保留了一處OMEGA型密封焊縫,未來依然存在失效泄漏的風險。
OMEGA焊縫泄漏失效機理非常復雜。例如:加工過程中產生初始裂紋,焊接過程中產生初始裂紋,應力疲勞產生初始裂紋以及腐蝕原因產生初始裂紋等,都有可能產生泄漏。
國內外研究普遍認為[5-6]:應力腐蝕是OMEGA型密封焊縫發(fā)生泄漏的主要原因。應力腐蝕裂紋是指在足夠大的拉伸應力和敏感的腐蝕環(huán)境影響下合金的裂紋擴展,是一個非常復雜的現象,必須具備三個條件才能發(fā)生,即對應力腐蝕敏感的材料、拉應力和腐蝕環(huán)境。
3 修復方法
3.1 整體更換法
控制棒驅動機構耐壓殼部件的下部OMEGA型密封焊縫失效泄漏后,首先使專用OMEGA型密封焊縫切割機定位于耐壓殼部件下部OMEGA焊縫處,通過切割機刀具旋轉升降,遠距離遙控自動切割作業(yè)。切割完成后,將耐壓殼部件移除,再使用專用打磨工具對壓力容器頂蓋貫穿件進行打磨,修正焊縫坡口尺寸。然后,整體更換新的耐壓殼備件。最后再使用專用OMEGA型密封焊縫焊機進行焊接。當耐壓殼部件的上部或中部OMEGA型密封焊縫失效泄漏,也建議整體更換耐壓殼備件。
3.2 堆焊法
堆焊技術(Overlay Welding)于1988年在美國由WSI公司和SI公司聯(lián)合開發(fā)并應用,目前已作為一種通用維修技術廣泛在美國核電廠實施。堆焊法是將專用自動焊機沿耐壓殼部件向下定位至預定位置,通過遠程控制使焊機機頭升降旋轉,直接在原OMEGA焊縫的基礎上,堆焊2~3層與原焊縫材料有很好相容性的合金,重新建立承壓邊界。耐壓殼部件上的各處OMEGA型密封焊縫泄漏均可采用堆焊技術修復[6]。
3.3 方法比較
目前,整體更換法與堆焊法是兩種處理控制棒驅動機構OMEGA型密封焊縫泄漏問題的成熟方法,其優(yōu)缺點比較見表2。
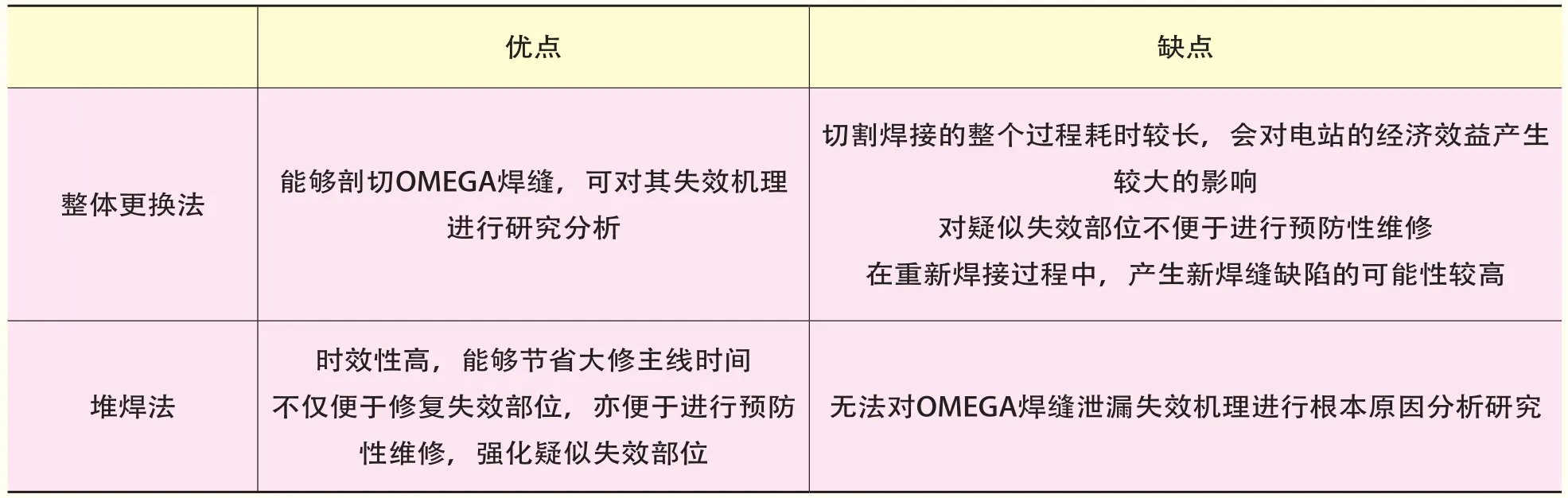
表2 整體更換法與堆焊法比較Table 2 Comparison between complete replacement and overlay welding
4 結論
M310耐壓殼部件采用了上中下三處OMEGA焊縫密封,AP1000耐壓殼部件僅采用了一處OMEGA焊縫密封結構,而根據資料顯示[3]:同為第三代核電技術的EPR機組已取消了控制棒驅動機構耐壓殼部件上的所有OMEGA型密封焊縫結構,采用法蘭形式與壓力容器頂蓋貫穿件連接。
綜上可見:在設計上,減少或取消控制棒驅動機構密封結構的OMEGA焊縫是降低甚至避免泄漏問題發(fā)生的一條重要途徑。
另外,在方法上,整體更換法及堆焊法各有優(yōu)缺點,可以根據實際情況,選擇不同的方法或配合使用。但從核電站運行經濟效益角度考慮,堆焊法優(yōu)勢明顯并且便于進行預防性維修,防患于未然,推薦采用。
參考文獻:
[1] 臧希年,申世飛. 核電廠系統(tǒng)及設備[M]. 北京:清華大學出版社,2003:40.(ZANG Xi-nian, SHEN Shi-fei. Nuclear Power Plant Systems and Equipment[M]. Beijing: Tsinghua University Press, 2003:40.)
[2] 周潔. 核反應堆控制棒驅動機構的結構及制造[J]. 裝備機械,2010(4):32-35.(ZHOU Jie. Structure and Manufacture of Control Rod Drive Mechanism of Reactor[J]. Equipment Machinery, 2010(4):32-35.)
[3] 蘭銀輝,孫廣,尤磊,等. CPR1000、AP1000和EPR控制棒驅動機構及材料差異分析[J]. 熱處理技術與裝備,2013,34 (4):35-40.(LAN Yin-hui, SUN Guang, YOU Lei, et. al. Differential Analysis among CPR1000, AP1000 and EPR Control Rod Drive Mechanism and Material[J]. Heat Treatment Technique and Equipment, 2013,34 (4),:35-40.)
[4] 周紅,肖志,陶書生,等. 運行核電廠控制棒組件及其驅動機構異常事件的經驗反饋[J]. 核安全,2013(1):19-35.(ZHOU Hong, XIAO Zhi,TAO Shu-sheng, et al. Experience Feedback of Abnormal Events of the Control Rod Assembly and Its Drive Mechanism in Nuclear Power Plants[J]. Nuclear Safety, 2013(1):19-35.)
[5] 鄭曉敏. 嶺澳核電廠L1號機組控制棒驅動機構泄漏問題[J]. 核安全,2007(2):25-29.(ZHENG Xiaomin. The Leakage Problem of CRDM in Unit 1 of Ling Ao NPP[J]. Nuclear Safety, 2007(2):25-29.)
[6] 吳江濤. 控制棒驅動機構密封焊縫缺陷修復技術研究[D]. 上海:上海交通大學,2008:3-29.(WU Jiangtao. Study on the Repairing Technique for Control Rod Drive Mechanism Seal Weld Defects [D]. Shanghai: Shanghai Jiao Tong University,2008:3-29.)
Analysis of the Strategy for the Sealing Leakage of the Control Rod Drive Mechanism
LI Yun
(CNNC Nuclear Power Operation Management Co., Ltd., Haiyan of Zhejiang Prov. 314300, China)
Abstract:The pressure housing assembly of the control rod drive mechanism is the weak point of the pressure boundary in the reactor coolant system. There have been frequent leakage accidents happened. For this type of leakage accidents, the paper analyses and discusses the solution for the sealing leakage of the control rod drive mechanism through comparison of the structure of the pressure housing assembly for the control rod drive mechanism of M310 and AP1000.
Key words:control rod drive mechanism; pressure housing assembly; sealing; leakage;strategy
中圖分類號:TM623
文獻標志碼:A
文章編號:1674-1617(2016)01-0067-04
收稿日期:2015-10-25
作者簡介:李 云(1982—),男,陜西安康人,工學碩士,工程師,現從事核電廠設備可靠性工作。
猜你喜歡
知音勵志·社科版(2016年9期)2016-11-09 07:05:04
美與時代·美術學刊(2016年8期)2016-11-09 02:35:33
情感讀本·理論篇(2016年9期)2016-11-05 17:25:52
新聞前哨(2016年10期)2016-10-31 17:17:40
時代金融(2016年23期)2016-10-31 12:42:31
時代金融(2016年23期)2016-10-31 12:21:35
中國科技博覽(2016年18期)2016-10-19 08:30:46
中國市場(2016年33期)2016-10-18 13:03:56
中國市場(2016年33期)2016-10-18 12:30:28
企業(yè)導報(2016年6期)2016-04-21 16:19:15