基于華中系統的軸類零件橢圓面的宏程序編程
2016-12-29 10:24:16馬智敏
都市家教·下半月 2016年11期
馬智敏
【摘 要】隨著現代制造業的發展和數控設備的普及,數控加工技術在我國得到了空前的發展。近年來從國家級到省市級都非常重視數控技能大賽,并成功多次舉辦了各類各級別數控技能大賽,形成了層層有比賽,層層有選拔的良好氛圍。大賽在很大程度上體現出了各省市在數控加工領域的真實水平,近幾年在數控車大賽教師組和學生組頻頻出現橢圓面的加工,碰到這類問題操作者最頭痛的就是編程,在規定時間內能否熟練應用宏程序編程,是在大賽中取得好成績的關鍵。本文將解決利用華中系統編寫常見的軸類零件橢圓面的程序時出現的難點問題,詳細闡述了宏程序的編寫及編程時的難點突破。讓學習者能夠按由簡單到復雜的思路理解橢圓編程的精髓,做到舉一反三。
【關鍵詞】宏程序;橢圓編程;華中系統編程
1引言
目前在數控車削加工中,對于橢圓等一系列非標準圓弧所構成的特殊曲面進行編程加工時經常采用專業CAD/CAM軟件自動生成加工程序,由于受各方面的影響,在實際加工中我們使用較多的是利用宏程序編程的方法進行加工。在編寫宏程序的過程中,正確使用數學公式表達輪廓曲線是宏程序編程的關鍵,也是在實際生產中影響編程效率的兩大難點。本文就以華中數控系統為例解決軸類橢圓面零件在數控車削加工中遇到的編程難點。
2宏程序簡介
1.1宏程序
宏程序是一種具有計算能力和決策能力的數控加工程序,在編程中使用變量, 通過對各個變量進行賦值、數學用算、邏輯運算和函數的混合運算進而使其利用各種條件轉移命令的處理達到描述幾何圖形的目的。
1.2宏程序有如下特點
1.2.1使用了變量或表達式的計算功能比如:
G01 X[1+2] ?計算功能1+2相當于 G01 X3
G01 Z[3*SIN[3]] ? ? ?相當于 正弦函數運算
1.2.2能夠進行程序流程控制,體現了宏程序的決策能力,例如:
IF #1 GE 8 ?…… ?ENDIF ? ?調用選擇執行命令
WHILE #1 LT #2*3 …… ?ENDW ?調用條件循環命令
3橢圓宏程序的編程方法
3.1橢圓宏程序編寫流程
首先給自變量賦初始值——邏輯用算循環條件——因變量表達式賦值——直線插補橢圓——設置步距變化——結束。
假設Z坐標為自變量,Z=#2,X坐標為因變量X=#1,自變量步長為Δ,a為橢圓長半軸,b為橢圓短半軸,則橢圓的精加工宏程序編程如下:
#2=N1 ? ? ? ? ? ? ? ?(給自變量#2賦值N1)
WHILE #2 GE [N2] ? (自變量#2的終止值N2)
1=2b*SQRT[1-#2*#2/a*a](#1相對于自變量#2的表達式)
G01 X[#1] Z[#2-a] ? (用直線插補逼近的辦法加工橢圓)
#2=#2-Δ ? (自變量#2以步長Δ變化)
ENDW ? ? ? ? ? ? ? ? (循環結束)
3.2位置偏移的橢圓宏程序編程
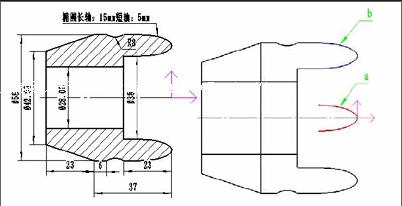
在編程時,為了便于計算各點坐標,常把工件坐標系原點和編程原點重合,在宏程序編程時也是如此。如下圖所示,如果直接以橢圓方程編程,走刀路線為曲線a。把曲線a的所有點x值向上偏移48,Z值不偏移,就可以實現b曲線。這里是此類宏程序編程的難點。以下是利用橢圓的標準方程來編寫宏程序。
本例中橢圓面加工由兩部分加工來完成,先加工孔內橢圓弧面,再加工外面橢圓面。
孔內橢圓面加工宏程序如下:
#1=15;
WHILE #1 GE 0;
#2=1/3*[SQRT[225-#1*#1]];
G01X[48-2*#2]Z[#1-15];
#1=#1-0.2;
ENDW.
外部橢圓面加工宏程序如下:
#1=15;
WHILE #1 GE 0;
#2=1/3*[SQRT[225-#1*#1]];
G01X[2*#2+48]Z[#1-15];
#1=#1-0.2;
ENDE.
4結束語
橢圓的宏程序是操作者根據所加工橢圓零件的輪廓形狀,應用橢圓方程有效的將數學公式與計算機編程語言相融合而手工編寫的加工程序,是目前解決數控加工實際問題的有效方法。
本文從實際加工軸類零件時經常碰到的兩大類橢圓面的編程入手,分析介紹了各類橢圓面的宏程序編程方法,在使用宏程序編程時,首先要能夠選對變量和自變量,要能寫出正確的橢圓方程,再對方程進行數學用算,推導出另一變量的表達式,最后還要能正確建立工件原點與橢圓中心之間的數學表達關系,接著準確的編出所要加工的橢圓面的宏程序。通過在實踐中的應用, 上述方法能很好地解決實際加工時對橢圓輪廓的處理, 并且還能夠推廣到其非圓輪廓面的數控車削加工中,能夠保證工件的幾何精度,同時這些方法還可以在很大程度上減少對CAM軟件的依靠,減少編程和準備時間, 縮短了加工的周期。
