從編程方面談在數控車床實訓教學中避免撞刀現象的方法
2017-05-03 11:54:43譚鵬程
廣西教育·B版 2017年1期
【摘 要】本文分析在數控車床實訓教學中,由于編程不當導致發生撞刀現象的原因,闡述從編程方面如何避免發生撞刀現象的具體方法。
【關鍵詞】數控車床 編程 實訓教學 撞刀現象
【中圖分類號】G 【文獻標識碼】A
【文章編號】0450-9889(2017)01B-0093-02
數控車床實訓教學是數控模具專業教學的重要組成部分,數控車床是依靠程序來加工零件的,若程序編寫錯誤或輸入錯誤,比如未輸入刀具號,未設換刀點,漏輸小數點,長度尺寸漏輸“負號”,鏜內孔、切槽,X 和 Z 軸聯動退刀,等等,都會導致撞刀現象發生。撞刀現象是學生剛接觸數控車床初期實訓過程中普遍發生的,很多剛接觸數控車床的學生對車床編程、操作等都不清楚、不熟悉,稍有不慎就容易使機床刀架與工件、卡盤或尾座發生碰撞。在此,筆者根據多年從事數控車床教學的經歷,粗淺談一下如何從編程入手有效預防和減少數控車床實訓教學中發生撞刀現象。
一、設置程序初始化是預防和減少撞刀現象發生的前提
中職教育學校在數控車床實訓教學中由于受場地限制以及車床設備成本普遍較高等原因,學校大多是采用多人一機、輪流操作的方式進行實訓教學,這樣既能節約教學成本,又有利于培養學生的團隊協作精神。但多人一機假如不重視數控車床程序初始化就容易發生撞刀現象,因為每個老師對編程教學方式和習慣不同,也會使學生效仿的實訓編程方式不同,因而學生在實訓中對機床程序進行初始化的設置也不同。這種情況在每年各類數控車床技能大賽中表現得尤其突出,比賽選手假如忽視了程序初始化設置,比如上位選手平時喜歡半徑編程,那么不用半徑編程模式的后面選手如果不重新進行初始設置必然受到影響。又比如實訓教學時,上一位操作機床的同學采用增量坐標進行編程,實訓結束后,下一位同學接著使用這臺車床進行實訓,但他不是用同樣的編程方式,而是用絕對坐標 G90 方式進行編程,如果他忽略了程序初始化,那么此時這臺車床的初始狀態就是增量坐標 G91 編程的默認方式。當使用這臺車床進行加工時,機床就會發生錯誤動作,甚至撞刀。因此,在實訓中,老師要教育學生養成良好的操作習慣,在編制程序第一段時要進行程序初始化,這樣做可以有效避免在車床加工時發生撞刀現象。我們就拿華中系統數控車床來說,編程時在程序第一段寫上 G94 G21 G40 G90 等,就對機床編程加工時的分鐘進給、公制編程方式、刀尖半徑補償取消、絕對坐標編程等進行了限制,這樣學生用機床進行編程加工時,就不受前一位學生加工時所設置的初始化的影響,可以隨意按照自己的編程習慣進行操作,不用擔心撞刀現象發生。
二、進刀和退刀路線的選擇是預防和減少撞刀現象發生的關鍵
(一)如何合理選擇進刀路線
在數控車床編程時要分析零件圖樣,這是工藝準備中的首要工作,分析零件圖樣后根據所要加工的毛坯尺寸和安裝刀具時其所伸出的實際長度等進行編程,合理選擇進刀路線。在編程時,為了提高加工效率,盡量縮短空行程,更不能在換刀點進行切削加工。一般來說,在空行程中,用 G00 指令快速從換刀點把刀具移動到靠近工件處,此時,刀具與加工工件的距離通常取離工件外圓及端面 2-5 mm 的安全距離,即循環起點或進刀點,然后才能進行切削加工。這一節距離很重要,太小易崩刀,太大空刀過多。實訓教學中經常會碰到以下現象,學生在加工時,工件毛坯較長,加工完畢,準備切斷的時候,不注意而發生撞刀現象。比如工件總長 56 mm,學生在外圓精加工時,一般也只會加工到長 60 mm 的位置,然后用 GOO 快速定位切斷刀(刀寬 4 mm),當定位到 Z-60 時,學生記住了刀寬,卻往往忘記了工件左邊毛坯的實際直徑尺寸,因少了這個尺寸,所以這時 GOO 定位的 X 坐標小于毛坯尺寸,使得刀很容易撞到工件左側毛坯,如圖 1 所示。
在深槽切削加工時,學生編程也往往采用兩軸聯動進刀,不考慮刀具運行軌跡,比如 G00 X Z 移刀至切槽定位點,很容易出現撞刀現象。正確做法是,應用單一坐標進刀方式,把 G00 X Z 分成兩行,先執行 G00 Z,再執行 G00 X,再在 X 方向切削加工外圓槽,如圖 2 所示,按虛線方向進刀。對于槽類零件加工來說,G00 進刀編程時應使刀具先走完 Z 軸方向尺寸,再走 X 方向尺寸,這樣就能避免刀具撞向工件。在工件較長,需要一夾一頂的時候,進刀時如不小心也很容易導致刀具撞上頂尖,正確的進刀路線如圖 3 所示,按虛線走刀,刀具先向 Z 方向移動,然后再向 X 方向移動,這樣刀就撞不上頂尖。
編程加工時要根據圖紙、工件的實際情況來確定進刀路線,編寫程序寫時要對應圖紙來確定刀具行程,要做到心里有數。
(二)如何合理選擇退刀路線
編程不夠熟練的學生,初學時很容易忽略確定退刀路線,或者說不理解指令里面的退刀參數的含義,因此,加工時往往使刀具在退回的時候與工件、尾座等發生碰撞,這種碰撞現象也是數控車床實訓教學中時常發生的現象。外圓退刀時,要按照先退 X 方向,再退 Z 方向;內孔退刀時,一般是先退 Z 方向再退 X 方向。實訓教學中,在進行工件切斷時常會碰到以下現象,學生先前裝刀時,刀具比工件中心高低了,因此在切斷指令指使切斷時,刀具卻無法切斷工件,此時假如選擇 G00 X100 Z100 兩軸聯動退刀又會發生撞刀現象。還有,如用 G01 指令切槽加工時,退刀時不能用 XZ 兩軸聯動退刀方式,應用單一坐標方向退刀,先在一個方向退刀完畢后,再在另一方向退刀。還有一種情況,槽加工完畢后,如采用 G00 X100 Z100 隨意兩軸同時運動,就會導致切槽刀具與工件相撞。為了避免切槽刀具在退刀時候撞刀,就要使刀具按圖 4 中虛線所示的退刀路線進行退刀,把 G00 X Z 分成兩段來執行,先退完 G00 X 再退 G00 Z。內孔加工時也經常出現撞刀現象,如圖 5 所示,工件內孔編程加工時,要考慮底孔直徑與刀桿進去后的間隙。尤其是小孔加工時,用循環指令如 G71 或 G75 加工時一定要注意程序里的參數“R”退刀距離,也要注意單位是微米還是毫米,數值不能過大,否則刀背會撞到工件孔壁。單一指令或手動加工內孔或內孔槽時,退刀先走 Z 方向,把刀具從孔里退出來,再走 X 方向使刀具移動至目標點。當需要頂尖輔助加工時,退刀路線為圖 6 所示虛線,先走 X 方向,退出的距離要大于頂尖尾座尺寸,然后再走 Z 方向,這樣就可以避免程序撞刀現象的發生。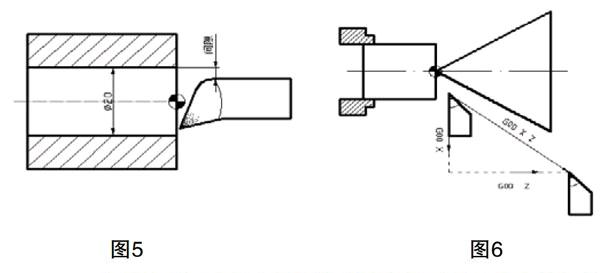
三、合理使用刀補指令是預防和減少撞刀現象發生的有效手段
刀補功能在數控車床加工中有非常重要的作用。使用刀具補償功能后,如刀具磨損也不必改變加工程序的尺寸,它能將編程的計算量簡化,大幅提升加工效率。但假如在編程中刀補指令使用不當,就會出現多切、少切或撞刀現象。初學數控車床加工的學生在使用刀具補償功能時,由于對刀具補償功能不理解,使用刀具補償功能的方法和步驟不正確,容易出現刀具位置補償錯誤。表現為當某號刀執行刀補后,導致實際與理論不符,從而出現撞刀事故發生。如學生在試切對刀時,用 1 號刀去車工件外圓和端面,卻把 X 測量的數據和 ZO 輸入進 2 號刀存儲器里面去,在程序加工時刀具卻又寫上 T0101,這樣肯定會導致與理論不符的錯誤。要想在數控車床加工上編出完整合格的程序,車出尺寸標準的零件,就必須要很好地掌握和利用刀具補償功能。
總之,程序的編寫、輸入與校驗在數控車床實訓教學中是一個重要的環節。在編程中要養成細心、認真、負責、校驗的習慣,一個好的編程習慣可以極大地避免一些不必要的碰撞現象。文中所講的這些問題也僅僅是其中的一部分,我們還要在編程加工中積極探索,注意做好每個環節,注意把握細節,最大限度地降低因編程錯誤而造成的撞刀現象,避免撞刀事故發生。
【參考文獻】
[1]王洪燕.數控車床床實訓事故預防和解決方法的探討[J].科技創新導報,2012(2)
[2]張浩峰.數控車床床實訓過程中易出現撞刀原因分析[J].淮北職業職業技術學院學報,2016(5)
【基金項目】2015年度廣西中職教改項目“提升機電專業群服務區域經濟適應河池產業發展的能力與研究”(GXZZJG2015A035)
【作者簡介】譚鵬程(1979— ),男,廣西河池人,苗族,大學學歷,廣西河池市職業教育中心學校講師,研究方向:機械加工(數控)。
(責編 盧建龍)
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
考試周刊(2016年85期)2016-11-11 02:21:15
中國科技博覽(2016年22期)2016-11-01 15:47:57
現代經濟信息(2016年19期)2016-10-20 20:53:49
電腦知識與技術(2016年21期)2016-10-18 22:48:37
科學與財富(2016年28期)2016-10-14 21:07:05
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
