面向鴨嘴錘制作的夾具設計及有限元分析
2020-07-14 20:36:05王黎航馮仁專陳亦天
科技創新導報 2020年10期
王黎航 馮仁專 陳亦天

中圖分類號:TG751.3? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2020)04(a)-0098-05
摘? ?要:鴨嘴錘的制作作為很多學校金工實習中重要的教學環節,起到了鍛煉學生基本金工操作的作用,通過參與鴨嘴錘的制作過程,使學生充分了解數控銑削加工中的各項環節并熟練掌握。當前鴨嘴錘的制作夾具未在相關文獻及專利中提出,本文針對一種鴨嘴錘制作需求,設計了專用夾具。通過使用該夾具,可以起到便于鴨嘴錘銑削加工的作用,從而提高了鴨嘴錘的制作精度。并通過有限元法,對夾具進行了有限元分析,得到了不同狀態下的算例結果。結果表明,本文提出的夾具滿足尺寸加工要求、滿足實際加工需求、具有推廣普及意義。
關鍵詞:鴨嘴錘? 數控銑床? 夾具設計? 有限元分析
Abstract: As an important teaching link in metalworking practice in many universities, duck-billed hammer plays an important role in training students' basic metalworking operation, by participating in the production process of duck-billed hammer, students can fully understand the various links in NC milling and operate skillfully. At present, the jig for making duck-beak hammer is not mentioned in the relevant literature and patents. This paper designs a special jig for making duck-beak hammer.By using the fixture, it can play the role of facilitating the milling process of duck-billed hammer, thus improving the manufacturing accuracy of duck-billed hammer. Through the finite element method, the static analysis and processing analysis of fixture are carried out, which can lead to our numerical results under different conditions. The results show that the fixture proposed in this paper meets the requirements of dimension processing, actual processing and it's worth to be populared.
Key Words: Duck-billed Hammer; NC milling machine; Fixture design; Finite element analysis
金工實習是機械類、近機類以至管理類專業的重要實踐性課程[1]。金工實習注重學生的參與,讓學生在教學環節中發現和分析問題,并嘗試運用所學知識和理論解決問題[2]。通過金工實習,提升了學生的實踐能力、發揮了學生的創新意識[3]。數控銑削作為工程訓練中心的主要教學單元,在傳統的實踐教學中發揮了重要作用[4]。現有數控銑削實習中有很多學校使用鴨嘴錘作為金工實習課題。鴨嘴錘的制作,要求學生必須嚴格按照工序,能夠熟練使用銑床加工、量具測量,從而完成一系列金工操作[5]。并且通過實踐使得學生掌握多種基本操作,在一定程度上培養學生的工具制造能力。
在大多數的零件加工過程中,都需要使用各種夾具,夾具設備在加工環節中起到了至關重要的作用[6]。夾具具有提高加工效率、提高加工精度、擴大機床使用范圍、有效降低加工成本等作用[7]。目前已經有應用于各類工件中的銑削夾具,如保證低剛性板類工件的加工質量的夾具、適用于形狀復雜的氣缸連接盤工件的夾具、針對多個專門工件的夾具。但現有技術中鴨嘴錘的制作夾具未在相關文獻及專利中提出,存在學生加工難度大,加工質量與加工精度控制不易等問題。由此,根據鴨嘴錘工件結構特點和加工工藝,設計了兩種夾具來解決上述問題。
為在理論上證明夾具方案的可行性,使用有限元分析的方法,對方案進行分析并驗證。有限元是把一個物體劃分為一定數量的單元,這些單元通過一定數量的節點相互連接,所受的節點載荷與實際載荷相互等效[8]。根據力和力矩的平衡條件進行分析,最后根據變形協調條件把這些單元重新組合成能夠整體進行綜合求解[9]。其中本次實驗使用SolidWorks軟件,通過3D建模技術建立工件和夾具的模型,使用靜力分析和瞬態動力學分析,計算切削力和夾緊力,帶入軟件進行有限元分析,求得算例結果[10]。結果表明,本文提出的夾具滿足尺寸加工要求、滿足實際加工需求、具有推廣普及意義。
1? 鴨嘴錘加工工藝
1.1 一般鴨嘴錘加工工藝過程
以一種鴨嘴錘為例,對其加工工藝進行簡要概述。
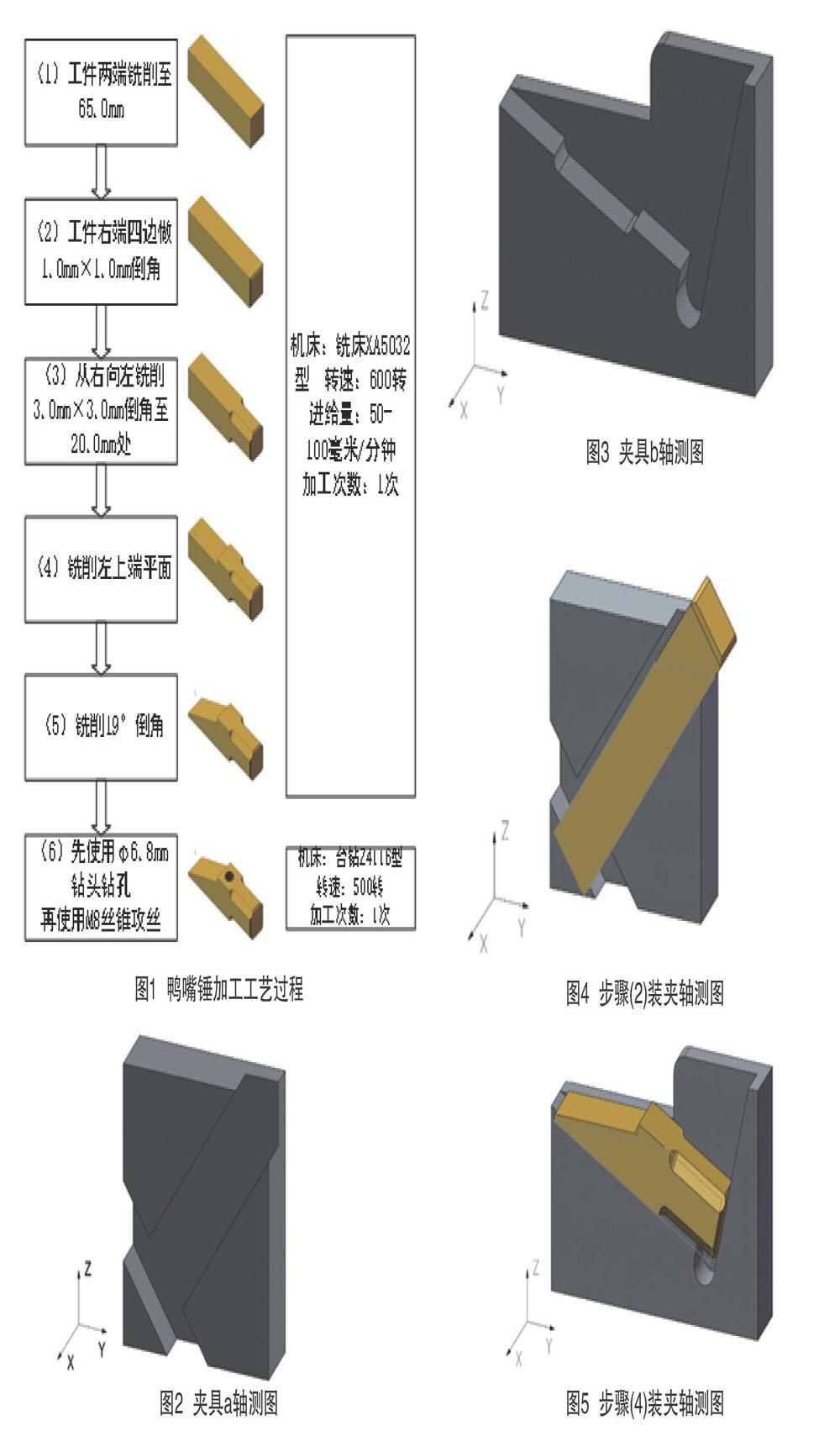
(1)下一塊14.0mm×14.0mm×68.0mm的黃銅方料,先將方料橫向裝夾于銑床上的平口鉗上,銑端面至平整;掉頭安裝,以銑平整的面作為基準面,控制65.0mm的尺寸精度再次進行銑端面。
(2)將工件以45°傾斜的角度固定在銑床上的平口鉗上,工件靠平口鉗的預緊力裝夾牢固,通過銑床依次完成四個頭部倒角的銑削,倒角尺寸為1.0mm×1.0mm。
(3)利用四爪自動定心卡盤固定工件,依次完成四個側邊倒角的銑削,倒角尺寸為3.0mm×3.0mm。
(4)將工件水平裝夾于銑床上的平口鉗上,完成2.5mm深度的平面銑削,平面長度為30.0mm。
(5)將工件以19°傾斜的角度固定在銑床上的平口鉗上,工件靠平口鉗的預緊力裝夾牢固,通過銑床完成頭部倒角的銑削,銑削至如圖1步驟(5)所示的尺寸。
(6)將工件先固定在鉆床上,使用直徑為6.8mm的鉆頭鉆孔,再將工件固定在臺虎鉗上,使用M8的絲錐攻絲。
整個鴨嘴錘加工工藝過程如圖1所示。
1.2 工藝過程的問題
鴨嘴錘是一種形狀結構較為簡單的零件,但加工易變形且加工精度要求高,特別是端部倒角、傾斜斜面的加工,如圖1所示。一般鴨嘴錘加工工藝過程中,步驟(2)、(4)在現有平口鉗的裝夾方式下,難以保證角度加工。因為,在45°傾斜端部加工、19°傾斜斜面兩個加工過程中,需要夾具對待加工的零件進行固定,讓零件在加工過程中,始終維持著準確的定位。
2? 鴨嘴錘夾具的設計
2.1 夾具的設計過程
基于上述問題,在45°傾斜端部加工、19°傾斜斜面兩個加工過程中,進行夾具設計。
在夾具設計的過程中,考慮到了以下問題。
(1)工件的裝夾簡易性。出于拆裝方便與實際加工的角度考慮,工件與夾具之間選用間隙配合,并且夾具的槽深小于工件的寬度,依靠臺虎鉗對工件兩端的壓力固定。
(2)加工的干涉性。由于此夾具用于銑削加工,因此夾具的設計要考慮到實際加工時與銑刀是否存在干涉現象,適當設計凹型臺階能避免干涉。
(3)工件的規范性。絕大多數的工件表面的平面度并非很高,而且經過圖1所述步驟(1)的銑削加工后,工件尾端必然會存在毛刺,因此設計的夾具需要減少毛刺現象對加工精度造成的影響。
為了保證兩個步驟角度的均勻性,定位基準應與設計基準的選擇要做到統一。在夾具的設計過程中,工件的底端與后端應作為的定位點[11]。為了保證夾具的穩定性,夾具的裝夾必須完全定位[12]。
2.2 夾具的特點及使用
綜上所述,設計了如圖所示的夾具,能夠結合平口鉗使用,用于鴨嘴錘頭部倒角加工和鴨嘴斜面的加工,裝夾方便,加工精度高。通過建立了夾具和工件三維模型,完成裝配,所設計的夾具方案滿足尺寸要求。本鴨嘴錘夾具結合平口鉗,從而輔助鴨嘴錘的銑削加工。
上述夾具a在使用過程中,所述倒角加工裝夾面中部設有倒T型槽,倒T型槽內配合有鴨嘴錘。所述倒T型槽由豎向槽和橫向槽組成,豎向槽與橫向槽相垂直,豎向槽與Y軸正方向呈45°夾角,豎向槽的槽寬大于鴨嘴錘的寬度,從而確保鴨嘴錘于槽內間隙配合。所述倒T型槽的槽深均小于鴨嘴錘的寬度,從而確保鴨嘴錘由平口鉗與槽縱向的底面裝夾緊。
上述夾具b在使用過程中,所述斜面加工裝夾面中部設有三角形槽,三角形槽內配合有鴨嘴錘。所述三角形槽由直角三角形槽和梯形槽組成,直角三角形槽底邊與Y軸負方向呈19°夾角,直角三角形槽底邊的長度小于鴨嘴錘底邊延伸至斜面后的邊長,從而確保鴨嘴錘斜面的完全加工。所述三角形槽底面中部設有矩形槽,矩形槽兩端設有圓角,從而確保當鴨嘴錘毛坯長度方向有變形時,也能通過三角形槽底面進行定位。所述三角形槽右下端底面開有圓形槽,從而能確保在鴨嘴錘兩端銑削有毛刺的情況下,也能保證鴨嘴錘毛坯的底面盡量貼合三角形槽底面。所述斜面加工裝夾面上部設有臺階,所述臺階為L形臺階,臺階的臺階長度大于鴨嘴錘切削所需的斜面的長度,從而確保鴨嘴錘的斜面加工時,刀具不與夾具主體干涉。所述三角形槽的槽深均小于鴨嘴錘的寬度,從而確保鴨嘴錘由平口鉗與槽縱向的底面裝夾緊。
2.3 夾具的優點
一般鴨嘴錘加工工藝過程中,需要做好對工件進行定位的準備,例如要考慮到在加工過程中,由于切削力和夾緊力所導致工件位置的變化[13]。這樣不僅會占用一定的時間和消耗過多的精力,而且在一定程度上降低了加工環節的工作效率、增加加工的時間[14]。而學生在鴨嘴錘制作的過程中,著重針對的應該是銑削、倒角、鉆孔、攻絲、銼削等一系列金工操作。
相比一般鴨嘴錘的制作,該夾具滿足工件的加工時能在制定的位置上進行固定的條件,夾具的定位使得加工的零件更加符合尺寸精度要求[15]。此夾具的合理使用使得鴨嘴錘的加工精密程度更高,具有提升整體作品的質量的作用。
3? 鴨嘴錘夾具的有限元分析
本次實驗夾具材質為45鋼,工件材質為黃銅。
3.1 鴨嘴錘裝夾的靜力學分析
3.1.1 夾緊力的計算
本次實驗夾緊力計算公式摘自機械工業出版社的《銑工計算和常用數表》的第四章:銑削原理和銑削用量的計算。
本次實驗使用超硬直柄立銑刀(三齒 18×16×32×92),頭部直徑為18mm;柄部直徑為16mm;刃長為32mm;總長為92mm。
本次實驗中,機床轉速為600轉/min;進給速度為機床的最大值100mm/min。
式中, F夾為實際所需要的夾緊力(N);K為安全因數,K=K1K2K3K4[18];K1為基本安全因數,一般取1.2~1.5;K2為加工性質因數,粗加工時取1.2,精加工時取1.0;K3為刀具鈍化因數,一般取1.1~1.3; K4為切削特點因數,連續切削時取1.0,斷續切削時取1.2。本次夾緊力計算安全系數均選用最大值。
3.1.2 基于SolidWorks的靜力學仿真分析
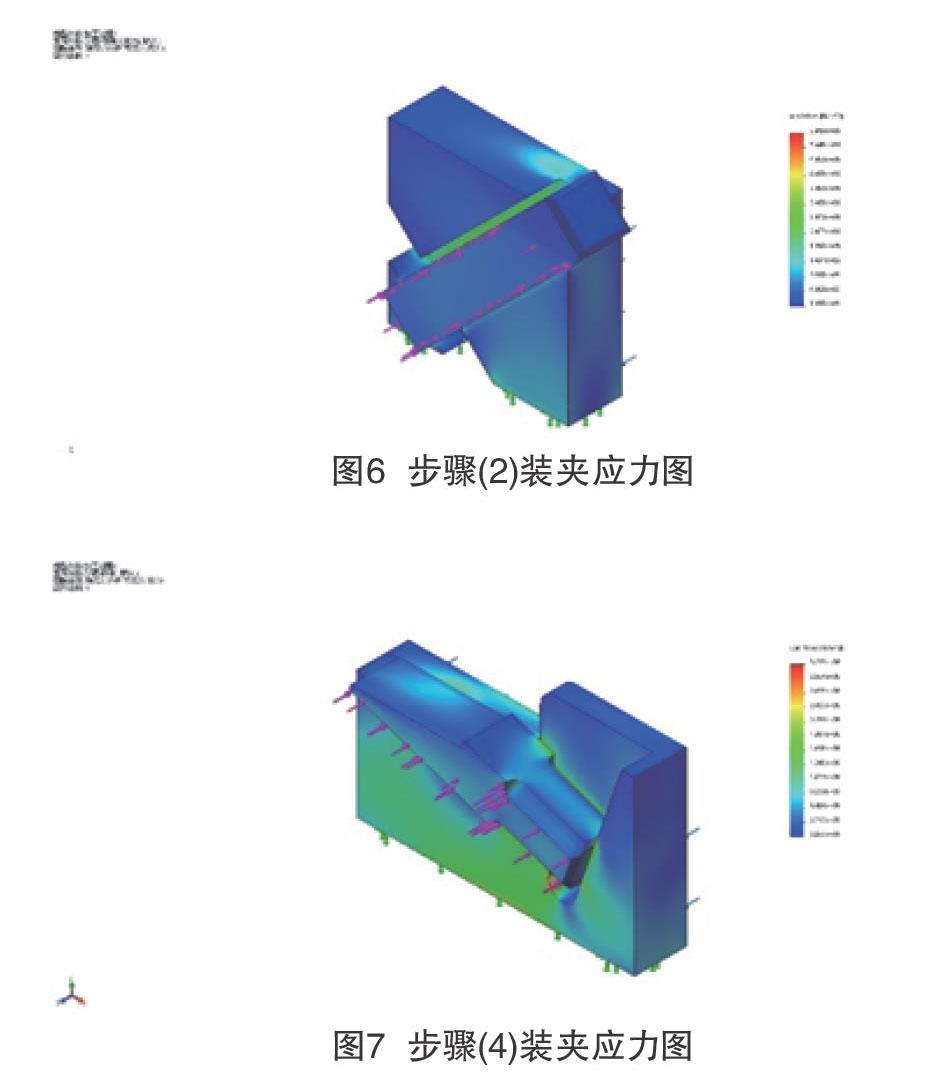
將裝配完成的三維模型導入simulation有限元靜應力分析模塊。其定位在夾具底端,同時在工件前端和夾具后端施加相等數值的夾緊力。其中應用法向力330.52N,生成網格并且進行分析。得出以下步驟(2)和步驟(4)的應力云圖和應力數據,如圖4所示。
通過分析得出步驟2中最大應力為5.943e+06N/m2,步驟4中最大應力為3.233e+06N/m2,均小于黃銅屈服強度2.39689e+08N/m2和45鋼屈服強度: 3.55e+08N/m2。所設計的夾具滿足加工裝夾需求。
3.2 鴨嘴錘加工的仿真分析
此實驗在前文裝夾受力基礎上,增加切削力,以同樣的方法,進行加工階段有限元分析。
由于切削力受力面積較小,應力云圖不足以直觀反映工件的受力狀態。通過分析得出步驟(2)中最大應力為3.890e+08N/m2,步驟(4)中最大應力為3.374e+08N/m2;根據加工經驗可知,在銑削加工過程中,最大應力和應變出現在刀尖附近的區域[19]。加工時最大應力區域即為切削區域,兩個加工過程中最大應力均大于黃銅屈服強度2.39689e+08N/m2。所設計的夾具滿足切削加工需求。
4? 結語
(1)本文所設計的專用夾具能滿足鴨嘴錘制作過程中的端部倒角加工、頭部倒角加工、斜面加工,滿足尺寸加工需求;
(2)本文所設計的專用夾具在采用45鋼的材質時,針對黃銅材質的鴨嘴錘的加工,通過受力分析得出,夾具并未出現應力集中或受力過大的現象,滿足實際加工需求;
(3)本文所設計的專用夾具便于鴨嘴錘的銑削加工,提高了鴨嘴錘的制作精度,能大大縮短學生制作鴨嘴錘的時間,使得主要精力用在基本操作上,因此該夾具具有推廣普及意義。
參考文獻
[1] 朱從容.金工實習課程教學改革的思考[J].實驗室研究與探索,2005,24(3):77-78.
[2] 余冠洲.先進制造:高等院校工程訓練新方向[J].廣東工業大學學報:社會科學版,2009,9(S1):215-216.
[3] 李春江,蘇展展,郭軍,等.基于項目管理核心思想的金工教學分析[J].現代商貿工業,2019,40(29):168.
[4] 尹文峰,杜超,楊林君,等.數控銑削分層次教學設計及實踐[J].實驗室研究與探索,2017,36(2):249-252.
[5] 姚倩.通過制作鴨嘴錘進一步熟悉鉗工加工工藝[J].山東工業技術,2019(7):30.
[6] 荀正宇.零件加工中的機床夾具設計作用[J].中外企業家,2018(4):91.
[7] 李鵬躍.零件加工中機床夾具設計作用分析[J].科技創新導報,2018,15(21):116-118.
[8] 岑章志,郁吉仁,王朂成.大型三通三維有限元自動分析[J].化工通用機械,1981(12):19.
[9] 張亭.有限元分析從入門到精通[M].北京:中國水利水電出版社,2018.
[10]楊帆,謝如坤,劉芳華.下肢外骨骼的結構設計與仿真分析[J].機械與電子,2019,37(6):64.
[11]李新水,趙建華,陳正祥,等.一種汽車發動機缸體粗加工的夾具設計與應用[J].機械設計,2019(36):428.
[12]張桂霞.基于機械加工工裝夾具的定位科學設計[J].河北農機,2019(10):81.
[13]董淑婧.汽車后鋼板彈簧吊耳零件專業夾具設計[J].機械制造與自動化,2019,48(4):75.
[14]方媛州.淺析職業院校車工實習安全事故隱患及對策[J].科技風,2015(12):222.
[15]鐘維宇,汪惠芬,劉庭煜,等.基于多色集合理論的機床進給系統裝配精度模型[J].計算機集成制造系統,2014,20(10):2440.
[16]何建民.銑工計算和常用數表[M].北京:機械工業出版社,2004.
[17]劉俊成.機床夾具在設計過程中夾緊力的計算[J].工具技術,2007,41(6):89-90.
[18]焦小明.機械加工技術[M].北京:機械工業出版社,2005.
[19]王娟娟,續富琴.基于有限元法的刀具切削過程的應力應變分析[J].科技資訊,2019,17(23): 57.
