基于ABB-TRB1410的噴涂機(jī)器人應(yīng)用
2018-08-21 08:11:26戴黃峰
花炮科技與市場 2018年2期
關(guān)鍵詞:程序
戴黃峰,鄭 闖
(1.嘉興技師學(xué)院,浙江 嘉興 314000;2.沈陽職業(yè)技術(shù)學(xué)院汽車分院,遼寧 沈陽 110015)
隨著世界科學(xué)技術(shù)生產(chǎn)力地不斷發(fā)展,人類工業(yè)生產(chǎn)逐步從自動(dòng)化向智能化生產(chǎn)過度,其中,工業(yè)機(jī)器人的應(yīng)用成為引領(lǐng)這場“工業(yè)4.0”革命的關(guān)鍵。工業(yè)機(jī)器人在現(xiàn)階段各國工業(yè)生產(chǎn)中,已經(jīng)得到了較為廣泛的應(yīng)用,尤其在汽車生產(chǎn)行業(yè)中,汽車的裝配、焊接、噴涂等環(huán)節(jié)都離不開工業(yè)機(jī)器人的參與。工業(yè)機(jī)器人具有穩(wěn)定性強(qiáng)、精準(zhǔn)度高、可持續(xù)工作、生產(chǎn)效率高等優(yōu)點(diǎn),適用于批量生產(chǎn)的行業(yè)中。相較于人類生產(chǎn),工業(yè)機(jī)器人可以避免人類疲憊、粗心、情緒化等劣勢。
1 系統(tǒng)組成
1.1 整體構(gòu)成
噴涂工業(yè)機(jī)器人以ABB公司的TRB1410六自由度機(jī)器人為核心,配以對(duì)應(yīng)的機(jī)器人控制器和示教器進(jìn)行控制,以可兼容的自動(dòng)噴槍為噴涂手段,以特定涂料罐存儲(chǔ)油漆,以PLC及其外圍元件控制整個(gè)噴涂系統(tǒng)的啟停。根據(jù)工廠現(xiàn)場欲噴涂零件的實(shí)際尺寸和噴涂工作面,確定噴涂空間,建立良好的噴漆防護(hù),同時(shí)要確定噴涂對(duì)象需要噴涂幾種顏色和類型的噴漆,建立良好的噴涂作業(yè)工作臺(tái)和物料運(yùn)送、固定的平臺(tái)。
1.2 涂料罐和自動(dòng)噴槍
涂料罐的作用是儲(chǔ)存噴涂的漆料,不同顏色油漆必須使用不同的涂料罐。涂料罐由進(jìn)氣口、出氣口、涂料出口、壓力調(diào)節(jié)閥、安全閥、泄氣開關(guān)、攪拌桿及葉輪、風(fēng)量調(diào)節(jié)閥構(gòu)成,涂料采用氣動(dòng)形式輸送至噴槍,故現(xiàn)場還需配置一臺(tái)空氣壓縮機(jī)。其中攪拌桿和葉輪的作用是防止漆料在罐內(nèi)凝固,在噴涂前和噴涂時(shí)要進(jìn)行持續(xù)攪拌。
自動(dòng)噴槍采用WRA-101-082P型,可以與ABBTRB1410機(jī)器人兼容。噴槍的作用是在機(jī)器人關(guān)節(jié)按照預(yù)定軌跡運(yùn)行至噴漆部位時(shí),持續(xù)并均勻?qū)δ繕?biāo)工件噴漆作業(yè)。如圖1所示是涂料罐、自動(dòng)噴槍及其附屬器件的標(biāo)準(zhǔn)連接圖。
1.3 PLC及外圍元件
PLC即可編程邏輯控制器,本噴涂系統(tǒng)中選用西門子公司S7-200型號(hào)的PLC,并在外圍配置一個(gè)啟停控制器、門禁控制器。其中啟停控制器包含一個(gè)啟動(dòng)按鈕、一個(gè)停止按鈕和一個(gè)急停按鈕,放置在噴漆工作隔離區(qū)域外,以便工人操作;門禁控制器采用一個(gè)限位開關(guān)實(shí)現(xiàn),安置在工作區(qū)域門處,當(dāng)門未關(guān)閉或工作中門被開始時(shí),立即向機(jī)器人控制器發(fā)出停止工作信號(hào),停止機(jī)器人當(dāng)前所有操作,以防止發(fā)生工作意外。
1.4 機(jī)器人控制器和示教器
機(jī)器人控制器選用ABB公司的IRC5控制器,該控制器為緊湊型控制器,用于對(duì)工業(yè)機(jī)器人的控制與操縱,具有輸入輸出接口,并與編程控制示教器相連,實(shí)現(xiàn)對(duì)工業(yè)機(jī)器人的編程、調(diào)試與運(yùn)行控制等功能。其中,示教器所完成的功能是對(duì)機(jī)器人進(jìn)行手動(dòng)操縱、程序表寫調(diào)試、參數(shù)配置和監(jiān)控的手持設(shè)備,是目前所有種類工業(yè)機(jī)器人必備的設(shè)備之一。
ABB的示教器是觸屏和搖桿操作,具有控制方便的特點(diǎn)。此外,示教器具有急停開關(guān)、數(shù)據(jù)備份用USB接口、使能器按鈕、觸摸屏專用筆和示教器復(fù)位按鈕。
2 系統(tǒng)I/O分配
如下表所示為機(jī)器人控制器與PLC的I/O分配表。其中在機(jī)器人控制器的輸入中,由PLC發(fā)出伺服開啟或關(guān)閉的信號(hào)至機(jī)器人控制器,以此控制工業(yè)機(jī)器人六個(gè)伺服電機(jī)的使能與禁止,只有伺服使能后,才能實(shí)現(xiàn)后續(xù)對(duì)機(jī)器人的控制。控制機(jī)器人啟動(dòng)、暫停和噴涂以及主程序的系統(tǒng),分別由PLC輸出一個(gè)數(shù)字信號(hào)至機(jī)器人控制器內(nèi)完成。
在機(jī)器人控制器輸出中,當(dāng)機(jī)器人開始運(yùn)行和動(dòng)作完成時(shí),向PLC發(fā)出數(shù)字信號(hào)的指令。同時(shí),機(jī)器人控制器使用6個(gè)輸出口分別控制2個(gè)涂料罐、2個(gè)噴幅閥和2個(gè)送料閥。如表1所示。
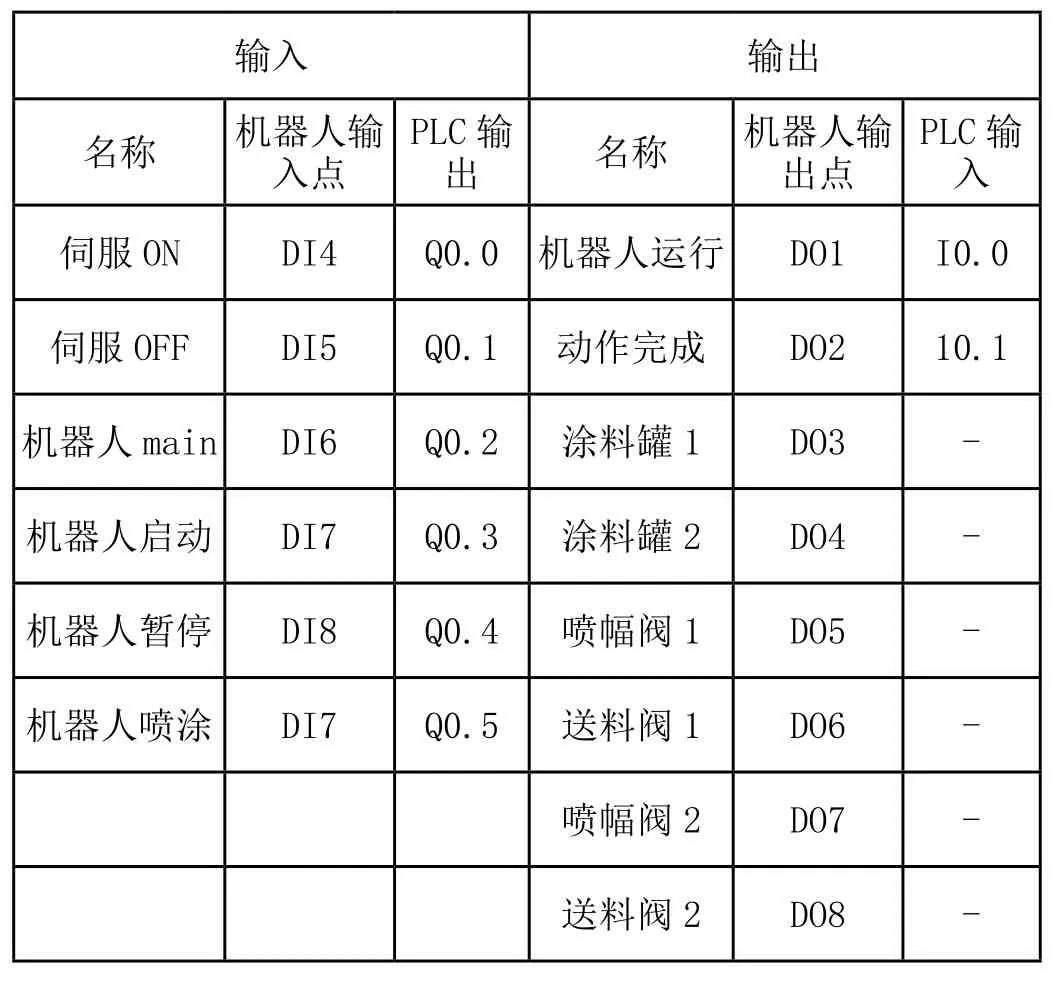
表1 機(jī)器人控制器與PLC的I/O分配表
3 PLC程序設(shè)計(jì)
PLC程序采用西門子STEP-7軟件編程,本系統(tǒng)中包含三部分程序,分別是機(jī)器人啟動(dòng)程序、機(jī)器人運(yùn)行暫停程序和外部急停程序,分別如圖2左、中、右所示。其中,機(jī)器人啟動(dòng)程序中,包含2秒的延遲,即按下啟動(dòng)按鈕后,2秒后機(jī)器人啟動(dòng)運(yùn)行。
4 機(jī)器人編程
機(jī)器人編程主要包含對(duì)機(jī)器人運(yùn)行軌跡的控制和噴槍、儲(chǔ)料罐的控制。其中,最核心的部分是機(jī)器人軌跡的程序編寫。機(jī)器人運(yùn)動(dòng)軌跡即噴槍相對(duì)工件所走過的噴涂路徑,在運(yùn)行過程中對(duì)工件部位進(jìn)行噴漆操作。本系統(tǒng)中機(jī)器人程序中包含主程序、噴槍控制程序和軌跡程序。主程序中主要功能是進(jìn)行設(shè)備整體運(yùn)行初始化,完成對(duì)PLC信號(hào)的判斷、發(fā)出使能信號(hào)和檢查各模塊運(yùn)行狀態(tài),待所有準(zhǔn)備工作就緒后,運(yùn)行噴涂程序。噴槍控制程序主要包含兩點(diǎn):霧化和上料。在準(zhǔn)備噴涂前,首先要先控制噴槍做霧化處理,再進(jìn)行漆料上料噴涂作業(yè),其目的是使噴涂漆料更加均勻。
軌跡程序的編寫方法是,先采用示教器通過手動(dòng)操縱方式,使噴槍運(yùn)行至各個(gè)噴涂關(guān)鍵點(diǎn),每次操縱確定的位置點(diǎn)必須保證與工件的噴涂距離,并采用適當(dāng)?shù)能壽E移動(dòng)方式,主要包含直交、關(guān)節(jié)、圓弧等。一般常用MoveL為直線運(yùn)行、MoveJ為關(guān)節(jié)運(yùn)行、MoveC為圓弧運(yùn)行。根據(jù)不同的噴涂工件選取不同的軌跡路徑,以達(dá)到噴涂全覆蓋、噴漆均勻的目的。在編寫程序時(shí),每一條的運(yùn)動(dòng)指令中還要包含運(yùn)行速度,一般在手動(dòng)操縱對(duì)點(diǎn)時(shí)速度不宜過快,而在自動(dòng)運(yùn)行時(shí),可以在保證噴漆穩(wěn)定性的前提下提高運(yùn)行速度百分比。程序編寫后必須手動(dòng)運(yùn)行一次軌跡,方可自動(dòng)運(yùn)行。
采用示教器編程時(shí),可以直接選取編程關(guān)鍵指令,如增加MoveJ指令時(shí),直接在編程界面右側(cè)點(diǎn)擊MoveJ即可,隨后在指令后選取位置點(diǎn)參數(shù),隨后通過手動(dòng)示教至位置點(diǎn)后,替換當(dāng)前位置信息即可將當(dāng)前位置參數(shù)信息存入該點(diǎn)。
5 結(jié)束語
文章介紹了一款基于ABB-TRB1410六自由度工業(yè)機(jī)器人的自動(dòng)噴涂機(jī)器人的應(yīng)用實(shí)例,通過描述系統(tǒng)構(gòu)成和PLC、機(jī)器人編程方法,為實(shí)際采用噴涂機(jī)器人完成噴漆工作提供參考。在今后,隨著工業(yè)機(jī)器人不斷發(fā)展和進(jìn)步,越來越多的工業(yè)機(jī)器人將加入生產(chǎn)過程中,只有不斷提升工業(yè)機(jī)器人應(yīng)用水平,才能更好地服務(wù)我國“中國制造2025”的戰(zhàn)略目標(biāo)。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
