便攜式斜孔鉆具設計及應用研究
2020-01-27 02:26:49劉志鵬劉向萍曾德寶侯錫金傅振澳
錦繡·中旬刊 2020年8期
關鍵詞:應用研究
劉志鵬 劉向萍 曾德寶 侯錫金 傅振澳
摘要:本文主要針對企業在制產品鉆多種角度斜孔操作不靈活、鉆孔質量差等問題,通過查漏補缺的試錯方法以及存在問題的探索研究,設計一種多角度鉆孔裝置。該裝置,可以解決各種面上加工不同角度斜孔不便于操作、加工精度不高等問題。
關鍵詞:斜面鉆孔;鉆具設計;應用研究
0 引言
目前金屬件各種角度斜孔的制作方法要么是由操作工人在銑床工作臺上安裝萬能分度機頭,使之與垂直方向成一個角度完成加工,要么制造簡單夾具,如單角度三角形支架完成鉆孔。按此方法制造出斜孔,加工質量差,制造效率低、勞動強度大。因此源于實際生產和生活實踐,針對市場所需進行自行研究開發,能解決實際工程中斜孔的加工問題,是多角度斜孔加工生產過程中急需用的裝置。
1? 在斜面上鉆孔
1.1 零件鉆孔后,檢測時,存在以下問題
(1)斜孔的角度不符合產品圖紙要求角度;(2)斜孔內表面粗糙度不符合要求,大于Ra12.5 ;(3)斜孔口呈橢圓或被破壞。
2? 存在問題進行因果分析
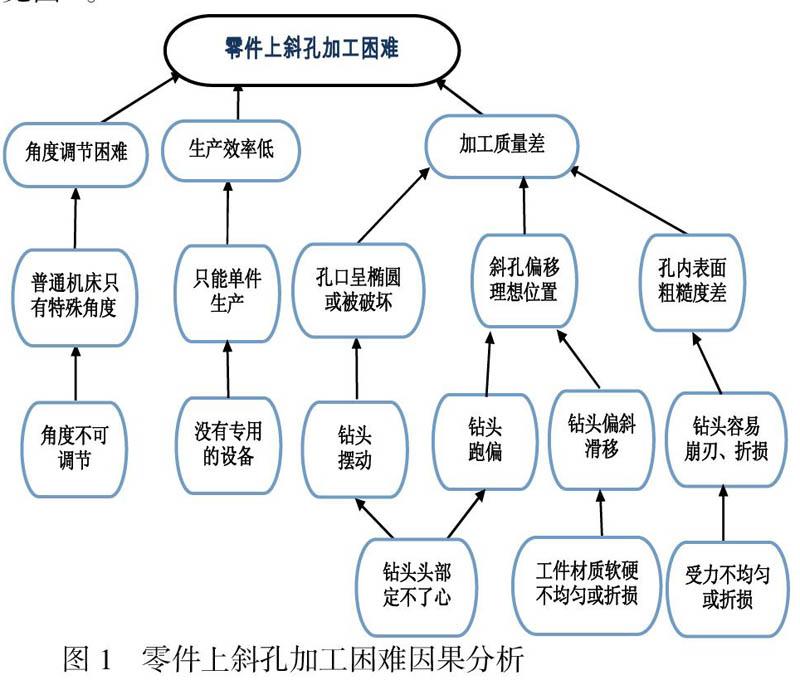
對在制造產品制造過程存在的問題從人、機、料、法、環、測及5W1H進行跟蹤、查找問題,分析原因,驗證,作因果分析見圖1。
3? 解決存在問題
3.1 從角度不可調節為入手點解決問題
(1)將三角形支架上的零件V形支撐架線接觸設計成面接觸,增大接觸面積,減少零件裝卡不穩的有害作用。
(2)在使用功能增加的情況下,將固定三角形支架設計成可調活動三角形支架,同單一角度變成多種角度。
(3)鉆削時,鉆孔角度的調節無法監視問題,增加角度監視測量裝置。
3.2 從受力不均勻或折損,造成進給量不勻,導致鉆頭崩刃入手解決問題
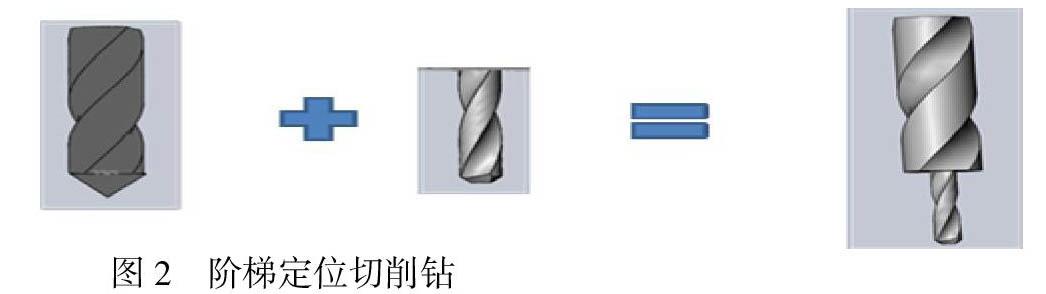
如果鉆削時,進給量較大,那么鉆削力就大且加工效率高,但是鉆頭不容易定位置,導致偏移基準中心。在鉆削的空間上,將鉆頭端部設計成平面并增加定位鉆,形成階梯鉆。見圖2。
4? 方案匯總
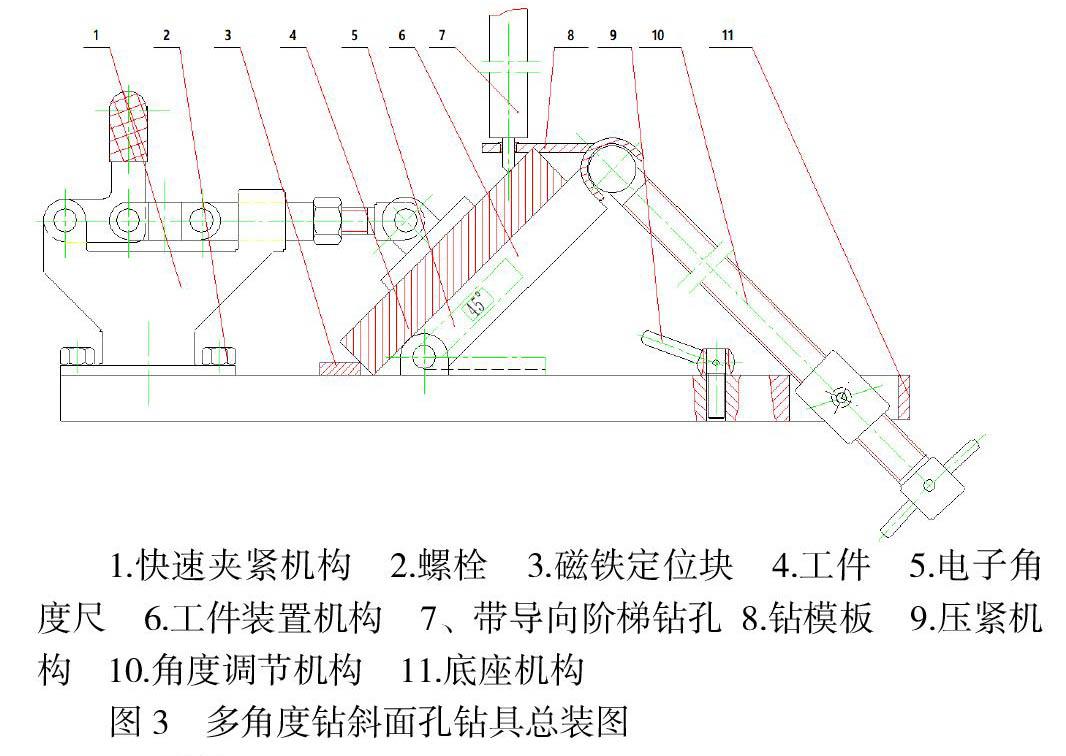
通過存在問題分析及問題查找,新設計方案見圖3。
5? 結論
上述問題的解決,使零件在加工過程的難度降低,該多角度鉆孔夾具可完成0°~90°傾斜孔的鉆孔,數顯角度尺顯示角度值,在寧夏一企業完成與水平面成28°斜孔的鉆削,加工后的成品件符合產品圖紙要求。因此,該裝置能滿足制造業的需求,適合市場開發需要的產品。
參考文獻
[1]王躍輝,王民. 金屬切削過程顫振控制技術的研究進展[J].機械工程學報,2010.46(7):166-174.
[2]李景龍. 新編機械制圖.西安工業大學出版社,2015年.
[3]趙永剛. 機械設計基礎,機械工業出版社,2014年.
作者簡介:劉志鵬,曾德寶,侯錫金,傅振澳,男,銀川能源學院學生,1999年生,專業機械設計制造及其自動化專業;劉向萍,女,1977年生,大學本科,主要研究方向機械制造及其工藝裝備,最優化理論及其方向研究。
注:“寧夏高校大學生創新創業訓練計劃”,項目編號:S201913820021
猜你喜歡
知音勵志·社科版(2016年8期)2016-11-05 03:39:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:11:12
科技視界(2016年18期)2016-11-03 23:23:07
科技視界(2016年18期)2016-11-03 22:35:48
中國科技博覽(2016年22期)2016-11-01 18:39:42
中國科技博覽(2016年22期)2016-11-01 18:20:31
時代金融(2016年23期)2016-10-31 13:58:17
中國科技博覽(2016年19期)2016-10-19 14:10:37
電腦知識與技術(2016年21期)2016-10-18 22:57:58
科學與財富(2016年28期)2016-10-14 18:20:19