永磁起動機輔助磁極自動焊接設(shè)備的研制
2020-03-24 12:00:20金思磊管功湖吳飛遠(yuǎn)袁懷鈺蔡遠(yuǎn)濤
微特電機 2020年3期
金思磊,管功湖,吳飛遠(yuǎn),袁懷鈺,蔡遠(yuǎn)濤
(臺州學(xué)院 電子與信息工程學(xué)院,臨海 317000)
0 引 言
直流起動機主要分為串勵式起動機和永磁起動機兩類,隨著汽車工業(yè)的不斷發(fā)展,汽車起動機的需求量越來越大,國內(nèi)生產(chǎn)的起動機主要供應(yīng)國內(nèi)市場以及國外的汽車維修市場。永磁起動機是用永磁材料作為磁極,取消了串勵式起動機的勵磁繞組和磁極鐵心,具有結(jié)構(gòu)簡單、體積小、質(zhì)量輕、節(jié)省金屬材料、可靠性高、有利于換向等優(yōu)點[1]。進(jìn)一步的研究表明,利用增加輔助磁極的方法,可以加大永磁起動機的起動力矩,改善永磁起動機的起動特性[2-4]。帶輔助磁極的永磁起動機,被廣泛應(yīng)用于汽車起動機中。文獻(xiàn)[5-8]給出了各種類型的帶輔助磁極的永磁起動機實用新型專利。
永磁起動機定子由機殼和多對磁極構(gòu)成,其中每個磁極又由主磁極和輔助磁極組成。在實際生產(chǎn)時,需把輔助磁極按規(guī)定角度均勻焊接在機殼內(nèi),然后通過固定卡片把主磁極固定在輔助磁極之間。手工焊接輔助磁極往往造成分度不準(zhǔn),焊接位置存在偏差,這會引起下一道工序安裝主磁極時裝配困難,同時生產(chǎn)效率降低。根據(jù)永磁起動機定子結(jié)構(gòu)和輔助磁極的焊接工藝要求,本文研制永磁起動機輔助磁極自動焊接設(shè)備,同時充分利用可編程邏輯控制器(以下簡稱PLC)強大的控制功能,采用觸摸屏作為人機界面,其交互良好,用戶使用簡單方便,以伺服系統(tǒng)作為分度控制,采用中頻焊接電源。實現(xiàn)輔助磁極自動焊接、手動焊接、補焊及故障自動報警等功能。與手工焊接相比,自動焊接分度精度高,焊接偏差小,焊接質(zhì)量高,同時可進(jìn)一步提高生產(chǎn)效率。
1 自動焊接設(shè)備組成與工作原理
1.1 永磁起動機定子組成
永磁起動機定子,如圖1所示,由4條主磁極和4條輔助磁極組成,主磁極采用永磁材料制成,輔助磁極則用高導(dǎo)磁材料,如10號鋼。磁極在機殼內(nèi)均勻分布,相對于電樞旋轉(zhuǎn)方向,輔助磁極在前,主磁極在后,電樞只能單向旋轉(zhuǎn)。
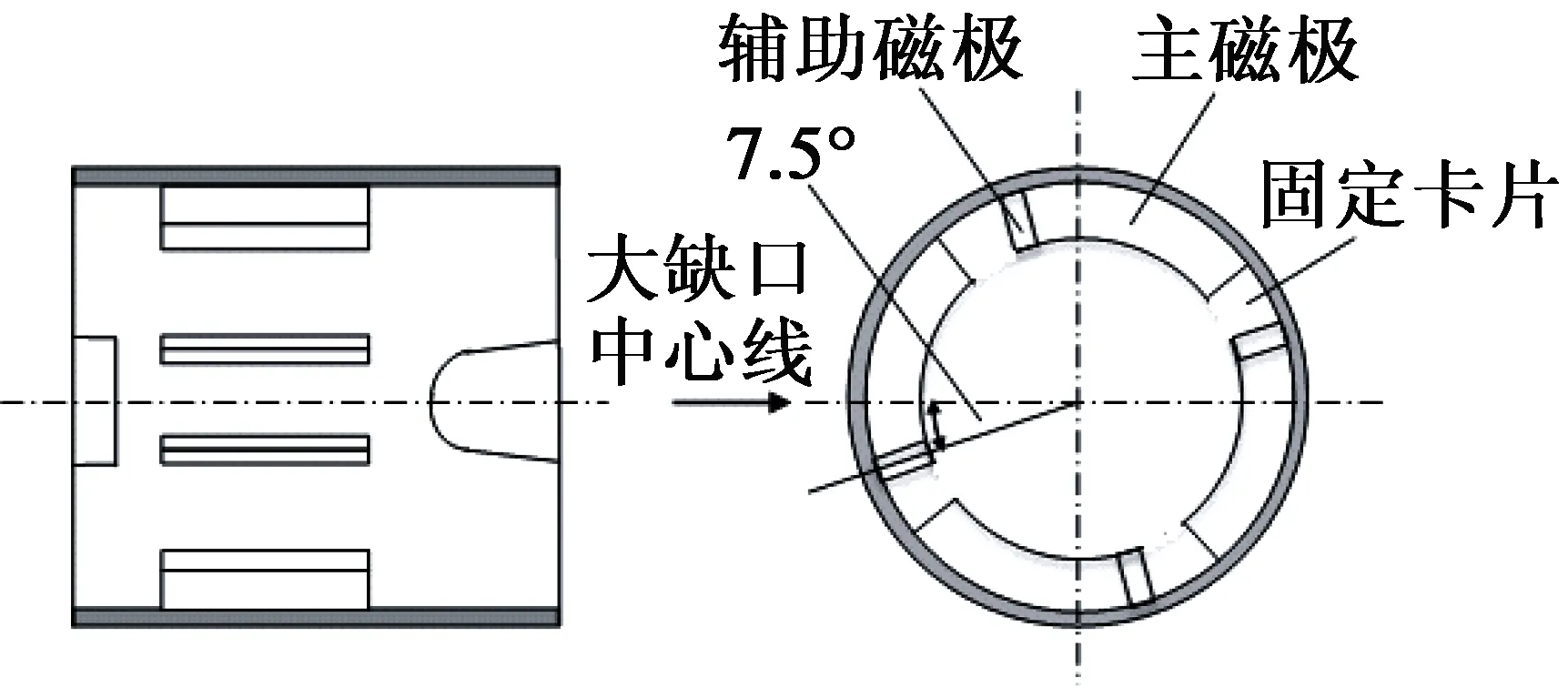
圖1 永磁起動機定子組成
以大缺口中心線為基準(zhǔn),逆時針7.5°為第1條輔助磁極的位置,此位置可作為原點,然后每隔90°焊接1條輔助磁極,把4條輔助磁極均分焊接在機殼上。然后用固定卡片把主磁極固定在兩條輔助磁極之間。
1.2 設(shè)備組成與工作原理
研制的輔助磁極自動焊接設(shè)備,如圖2所示,主要由送殼和分度機構(gòu)、送輔條機構(gòu)、加壓機構(gòu)、抬殼機構(gòu)、中頻焊接機構(gòu)和控制柜等組成。采用氣缸作為各部分機構(gòu)的執(zhí)行元件。

圖2 輔助磁極自動焊接設(shè)備
輔助磁極自動焊接設(shè)備工作原理:開機時,通過原點找準(zhǔn)接近開關(guān)來實現(xiàn)設(shè)備自動回原點,確定首條輔助磁極的位置;放上機殼,按下起動按鈕,送機殼氣缸工作,由送殼機構(gòu)完成送機殼過程;同時送輔條氣缸工作,由送輔條機構(gòu)完成送輔條過程;接著加壓氣缸和抬殼氣缸配合工作,完成機殼的下壓和中頻焊接機構(gòu)的加壓過程,確保機殼和輔條緊密接觸;然后接通中頻焊接電源進(jìn)行焊接,完成焊接后,加壓氣缸和抬殼氣缸復(fù)位,由伺服分度控制機殼旋轉(zhuǎn),確定第2根輔助磁極的位置;繼續(xù)上述的工作過程,直到4條輔助磁極焊接完成,退機殼,自動回原點,準(zhǔn)備下一個機殼的焊接。也可手動分步實現(xiàn)上述的工作過程,同時通過設(shè)置氣缸行程限位開關(guān),可實現(xiàn)故障時自動報警功能。如有輔助磁極在自動焊接過程中沒有焊牢的情況,可實現(xiàn)補條功能。
2 PLC控制電路設(shè)計
2.1 PLC控制電路組成
根據(jù)輔助磁極自動焊接設(shè)備的工作原理,設(shè)計的PLC控制電路如圖3所示。控制電路以PLC為控制核心,采用觸摸屏作為人機界面,以伺服系統(tǒng)作為分度控制,同時采用中頻焊接電源。因采用中頻逆變電阻點焊技術(shù)[9-10],利用直流進(jìn)行焊接,和工頻交流焊接相比,可以提高焊接質(zhì)量。

圖3 PLC控制電路組成
主要控制單元選擇信捷的XC3系列PLC、觸摸屏、DS2系列伺服控制器和配套的伺服電機。
2.2 伺服分度參數(shù)計算與設(shè)置
伺服驅(qū)動器選擇位置控制方式,伺服分度采用減速比為10∶1的行星減速機進(jìn)行減速。設(shè)電機軸與負(fù)載軸的機械減速比為m/n,即伺服電機旋轉(zhuǎn)m圈,負(fù)載軸旋轉(zhuǎn)n圈,則可以由下式求出電子齒輪比的設(shè)定值:
電子齒輪比=B/A=(編碼器脈沖數(shù)×4)÷
負(fù)載軸旋轉(zhuǎn)1圈的指令量×(m/n)
當(dāng)指令單位選擇0.01°時,負(fù)載軸旋轉(zhuǎn)1圈的指令量為360÷0.01=36 000。電子齒輪比計算:
B/A=(2 500×4)/(360÷0.01)×10=25/9
根據(jù)伺服驅(qū)動器的使用說明書,設(shè)置運行模式: P0-01=6,6為“位置控制(外部脈沖列指令)模式”,即利用脈沖列位置指令控制伺服電機的位置,也就是利用輸入脈沖數(shù)控制位置,輸入脈沖的頻率控制速度。
設(shè)置指令脈沖形態(tài): P2-00=2,2為“符號+脈沖列輸入(DIR+PUL信號)”。
設(shè)置電子齒輪比: P2-02=25,P2-03=9,電子齒輪比分子為25,分母為9。
設(shè)置S-ON信號設(shè)置: P5-10=0010,將伺服使能信號設(shè)定為始終“有效”。無需外部輸入信號,伺服一直處于通電狀態(tài)。
通過以上參數(shù)設(shè)置后,對伺服系統(tǒng)進(jìn)行初步調(diào)試,包括開環(huán)試運行、點動試運行、電流檢測偏移量自動調(diào)整等。然后將電機與機械結(jié)合調(diào)試,最后結(jié)合PLC的控制程序進(jìn)行動作調(diào)試。
3 PLC控制軟件設(shè)計
PLC控制軟件設(shè)計時先進(jìn)行存儲單元的合理分配,用以保存相關(guān)的控制參數(shù),然后進(jìn)行人機界面設(shè)計和梯形圖設(shè)計。
3.1 人機界面設(shè)計
采用觸摸屏作為人機界面,操作簡單,方便用戶使用。觸摸屏控制界面包括手動畫面和設(shè)置畫面。
手動畫面如圖4所示,由功能按鈕、指示燈、報警及焊接數(shù)量顯示等組成。通過該界面可實現(xiàn)手動操作,完成手動焊接過程。通過“補條1”到“補條4”按鈕可對沒有焊牢的輔助磁極進(jìn)行補焊。同時設(shè)置焊接指示燈、報警指示燈、焊接數(shù)量顯示及已焊接數(shù)量顯示等。

圖4 手動畫面
設(shè)置畫面主要對加壓時間、抬殼時間、焊接時間、微調(diào)角度、輔條數(shù)量、旋轉(zhuǎn)速度及回原點速度等參數(shù)進(jìn)行設(shè)置。
3.2 梯形圖設(shè)計
梯形圖設(shè)計采取順序控制設(shè)計和經(jīng)驗設(shè)計相結(jié)合的方法。梯形圖設(shè)計主要采用流程控制,不僅可以較好地實現(xiàn)順序控制,同時可以解決PLC同一脈沖輸出端口不能用多條脈沖輸出指令的問題。PLC控制程序的流程圖如圖5所示。流程主要包括回原點流程S0、手動流程S1、補條流程S2、自動流程S3、正反轉(zhuǎn)流程S4和微調(diào)角度流程S5。
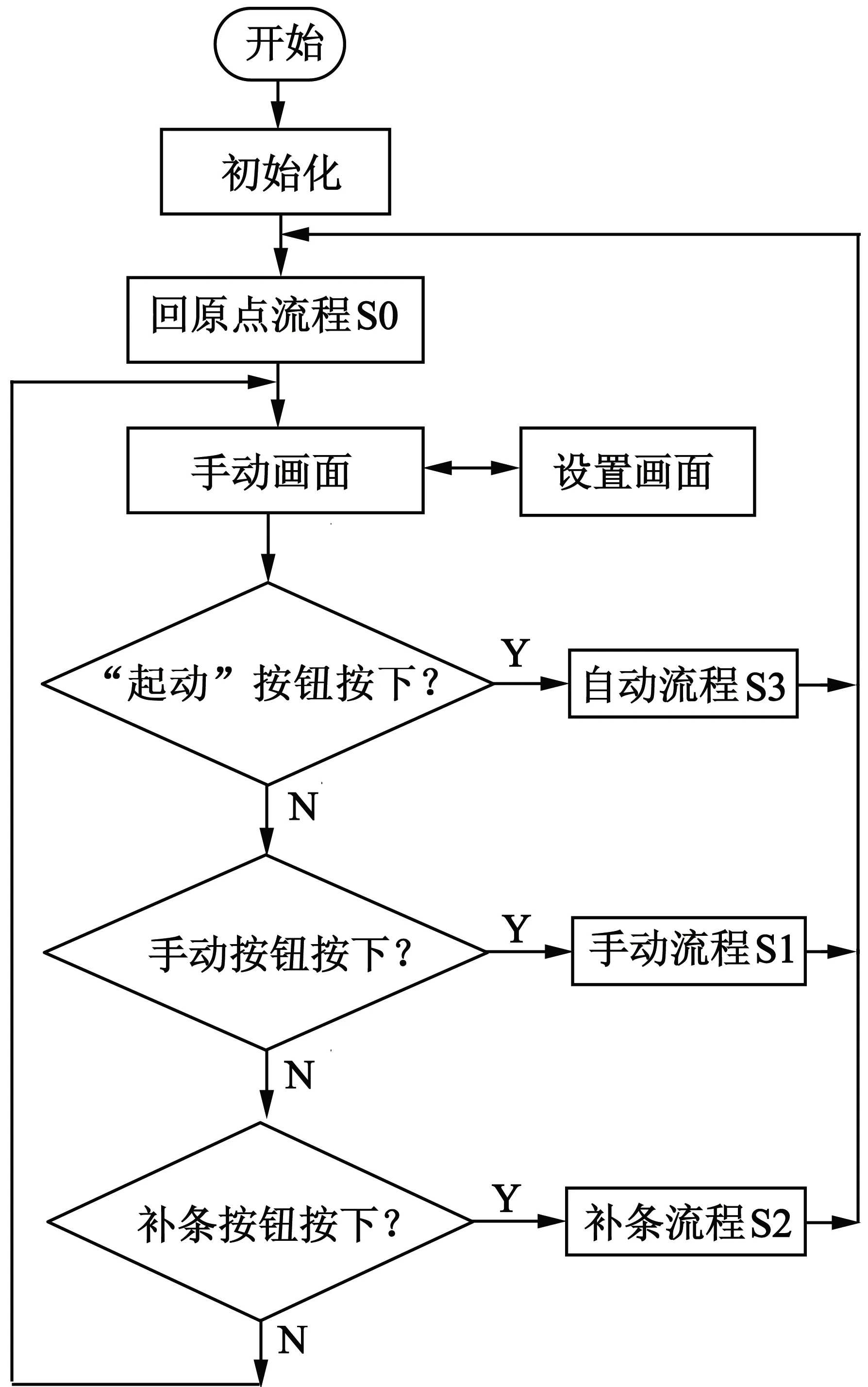
圖5 控制程序的流程圖
開機上電時,首先進(jìn)行初始化,接著執(zhí)行回原點流程S0,控制伺服電機自動回原點,然后觸摸屏顯示“手動畫面”。當(dāng)按下右下角的“下一頁”按鈕,進(jìn)入“設(shè)置畫面”,可對加壓時間、抬殼時間、焊接時間、微調(diào)角度、輔條數(shù)量、旋轉(zhuǎn)速度及回原點速度等參數(shù)進(jìn)行設(shè)置。在“手動畫面”直接按下“起動”按鈕時,進(jìn)入自動流程S3,即自動完成4根輔條的焊接。當(dāng)“手動畫面”中有手動按鈕按下時,進(jìn)入手動流程S1,按“送機殼→送輔條→加壓→焊接→抬殼→旋轉(zhuǎn)”順序手動完成輔條的焊接。如需補焊輔助磁極時,可按下“補條1”至“補條4”按鈕,進(jìn)入補條流程S2。同時在運行過程中設(shè)置了故障自動報警,如回原點故障、送殼故障、送輔條故障等。
4 實 驗
研制的輔助磁極自動焊接設(shè)備經(jīng)過反復(fù)測試和調(diào)試后,焊接輔條后的定子實物如圖6所示。經(jīng)過檢測,第1條輔條的位置、輔條間的分度尺寸及輔條的垂直度等完全符合實際生產(chǎn)要求,同時焊接強度好,可靠性高。
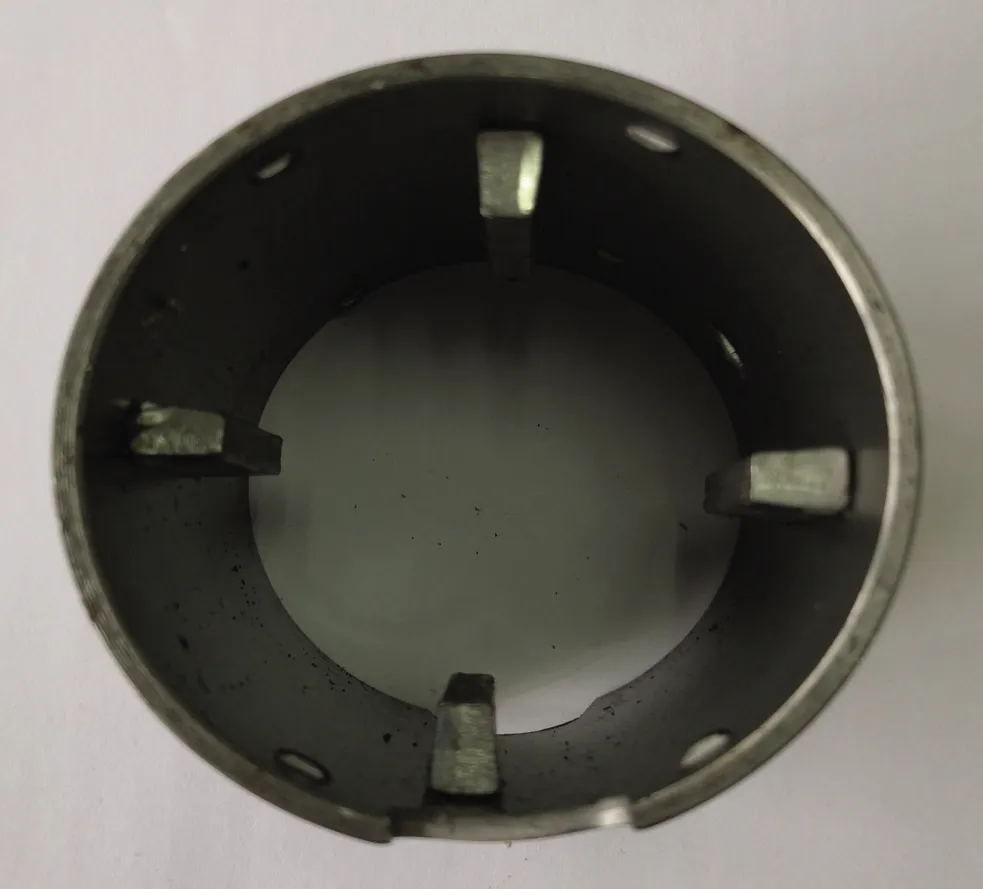
圖6 焊接輔條的定子
輔助磁極原點和分度數(shù)據(jù)如表1所示。隨機抽取5個焊接好的定子,利用七海Eagle-MD 3020半自動影像測量儀進(jìn)行測量。

表1 輔條原點和分度測量數(shù)據(jù) 單位:(°)
從表1中可知,原點位置角度偏大,可利用“設(shè)置畫面”中的“微調(diào)角度”進(jìn)一步調(diào)整。輔助磁極的分度數(shù)在±0.5°以內(nèi),能達(dá)到實際生產(chǎn)要求。由于定子外殼的缺口和輔助磁極都是沖壓而成的,沖壓過程使得外殼缺口處圓弧和輔助磁極邊緣變形,從而造成測量時的誤差,同時七海Eagle-MD 3020半自動影像測量儀需要手工參與,也會造成人為因素引起的一些誤差。
5 結(jié) 語
研制的永磁起動機輔助磁極自動焊接設(shè)備實現(xiàn)了自動回原點、自動焊接、手動焊接、補條及故障自動報警的功能。經(jīng)過實際使用,該設(shè)備運行穩(wěn)定可靠。
采用觸摸屏控制界面,具有良好的人機交互;采用中頻焊接電源,提高焊接質(zhì)量;采用伺服系統(tǒng),分度準(zhǔn)確,從而提高產(chǎn)品的質(zhì)量和生產(chǎn)效率。但輔條的上料目前采用手動方式,可進(jìn)一步實現(xiàn)振動式的自動上料。
