高精度定位系統研究在激光氣密封裝中的應用
2020-07-26 14:19:51王文川
科技創新與應用 2020年22期
關鍵詞:降低成本
王文川
摘? 要:為解決混合微電子模塊在激光氣密封裝過程中生產效率極低、蓋板與殼體貼合不緊密的問題導致成品率低的問題,研究制造出一套通用于激光氣密封裝的高精度定位工裝系統。通過這種工裝應用、應用驗證,證實使用該高精度定位系統之后,可有效提高混合微電子模塊激光氣密封裝的生產效率,保證蓋板與殼體貼合緊密、平整,有效提高成品率。
關鍵詞:焊接工裝;激光縫焊;工件定位;生產效率;降低成本
中圖分類號:TG456.7? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)22-0179-02
Abstract: In order to solve the problem that the production efficiency of hybrid microelectronic module is extremely low and the cover plate does not fit closely with the shell in the process of laser airtight packaging, a set of high precision positioning tooling system for laser airtight packaging is developed. Through the application and verification of this kind of tooling, it is proved that the use of the high-precision positioning system can effectively improve the production efficiency of laser airtight packaging of hybrid microelectronic module, ensure that the cover plate fits tightly and smoothly with the shell, and effectively improve the yield of finished products.
Keywords: welding tools; laser seam welding; workpiece positioning; production efficiency; cost reduction
引言
混合微電子模塊是航天電子產品的關鍵部件之一,由于服役環境苛刻,要求模塊具有優異的抗輻照惡劣環境的需求,因此需要對模塊進行氣密封蓋以保證模塊內其內部電路及元器件在服環境下的性能和可靠性,氣密封蓋可以保護模塊內部的電路與外界隔絕,不受外界的干擾與破壞。目前國內外常用的氣密封蓋技術有釬焊封焊、平行封焊、激光縫焊三種,激光封焊技術與釬焊封焊技術相比屬于局部加熱焊接方法,對電子模塊內部電路熱影響極小,且適合于一些較大尺寸模塊的氣密封裝;與平行縫焊技術相比,其適合于非規則結構盒體的氣密性封裝,且可實現一些導電材料的氣密性縫焊。因此,近年來,激光縫焊技術在微電子模塊的氣密性封焊中得到了越來越廣泛的應用。目前,我所主要采用的是進口GB-600型手套箱縫焊機,設備主要由激光器、手套箱、運動控制系統、焊接工作臺等分系統構成設備。本文主要從模塊在焊接工作臺上固定定位方面進行研究,分析其對生產效率、成本以及蓋板與殼體貼合度的影響。
1 研究方案
1.1 組件激光縫焊快捷定位方式
為了保證混合微電子模塊焊縫金屬不受有害氣體的侵襲,防止氧化污染,提高焊縫的性能,為了抑制焊接過程中空隙產生,提高焊接可靠性,所有激光氣密封裝均需要排除有害氣體。混合微電子模塊人工用膠帶在手套箱里將蓋板殼體與蓋板固定定位至光滑的焊接工作臺面,這種固定定位模塊設計方法,由于手套箱的手套厚重,操作極為不便;膠帶固定蓋板力度不夠,蓋板易產生翹且蓋板、殼體與工作臺面之間不能精準定位以及快速固定,需要作業人員反復矯正焊縫程序和調整組件的固定位置。焊接完成后,焊縫出現裂紋或未熔焊現象,組件一次性焊接合格率僅為60.78%,返修率高達39.22%,從而影響焊接質量與生產效率。
1.2 快捷定位方式激光縫焊工藝流程
激光縫焊組件傳統封裝焊接工藝流程包括工藝準備、清洗、真空烘烤、膠帶固定組件、編寫焊縫程序、設置焊接起始點、模擬程序路徑是否與實際焊縫保持完全一致、設置焊接參數、點焊固定蓋板、去除蓋板膠帶、程序模擬運行查看組件是否位移、連續焊接、壓氦、氣密檢測和質量檢驗等18個工序,生產效率低,單套殼體平均封焊用時2.77小時。
1.2.1 高精度定位工裝系統工作原理。針對快捷固定定位的問題,我們開發了一種一體化通用激光焊接高精度定位工裝系統。采用以絲桿為核心的固定、壓緊裝置操作,將組件放置于工作臺底板上,通過旋轉與移動滑塊相嚙合的絲桿,帶動滑塊在梯形導向槽內向底板中心移動,實現組件快速固定于精準定位,并通過多組可調機械臂壓緊裝置系統在蓋上相應點或面施加壓力,使蓋板與殼體緊密貼合,從而保證殼體與蓋板之間的焊縫良好。
1.2.2 高精度定位工裝系統結構特點。一體化固定裝置梯形導向槽底板采用了具有高強度和耐腐蝕性輕型鋁材5A06-H112材料,其余部件選用06Gr18Ni11Ti材料。確保一體化固定定位裝置的重量不超過伺服電機傳導絲桿稱重極限,影響傳導精度以及防止固定位組件時,移動滑塊變形失效。一體化固定裝置主要由提箱導向槽、2根傳導絲桿、4個移動滑塊、4個支撐板、1個墊板、2個手柄六部分組合而成,該一體化固定定位裝置使用于焊接最小尺寸不限,最大尺寸為198mm×198mm的任意結構殼體焊接應用,通用型強,滿足GB-600型手套箱激光縫焊設備焊接不超過最大尺寸200mm×200mm的設計要求。
1.2.3 一體化壓緊裝置采用06Gr18Ni11Ti材料,以防止在蓋板壓緊過程中失效。一體化壓緊裝置主要由4個導向槽、4個壓緊塊、4個手柄、4根調節絲桿、4個萬用壓緊塊、4顆壓緊釘、4個端蓋七部分構成。導向槽與移動滑塊、壓緊塊與萬用壓緊塊、萬用壓緊快與壓緊釘之間都采用可調式螺紋連接方式,壓緊蓋板時,可根據組件結構形式360度旋轉導向槽,調節萬用壓緊塊和壓緊釘選取不同的點位或面對蓋板進行壓緊,可滿足任何組件殼體的壓緊,打點焊接、連續焊接以及蓋板與組件殼體貼合度的控制要求,擴大了壓緊裝置的實用性和通用性,采用一體化固定定位裝置設計優勢。
以自動固定定位方式代替原有人工采用膠帶、憑經驗觀察固定定位的方法,可有效解決原工藝方法人工采用膠帶固定/拆卸組件操作繁瑣、難度大、反復修正固定組件殼體效率低的問題;移動滑塊與絲桿為螺紋連接,構成一個自鎖系統,有助于穩定性,可確保殼體固定牢靠,作業過程中組件殼體不會因固定力度不夠而偏離原固定位置,有效解決了作業過程中重復固定組件殼體問題;定位精準,無需反復矯正編寫確認焊縫程序路徑與實際焊縫是否完全保持一致,從而有效提高了工作效率。
1.2.4 采用一體化壓緊裝置設計優勢
以機械手柄的形式代替了原有采用膠帶壓緊固定蓋板,操作簡單、方便、快捷,且效率高;壓塊與調節絲桿為螺紋連接,具有力源自鎖,可使施加在蓋板上的力源保持穩定不變,控制蓋板與殼體焊接邊緣完全保持平整,打點焊接過程中蓋板不會翹起,不會產生錯邊現象。同時焊接過程中蓋板易變形翹曲的問題以及焊縫不平整、易出現裂紋以及未焊接現象也得到了有效的解決,從而提高了焊接質量。
1.3 高精度定位工裝系統激光縫焊工藝流程
優化后,減少了5個工藝過程,取消重復作業的過程,且過程中沒有返修,單套模塊縫焊工藝時間從2.77h/套下降到1.01h/套,大大提高了激光縫焊的生產效率。
2 應用情況及效果
2.1 項目應用情況
目前為止,該高精度定位工裝系統已應所內多個重點科研生產項目,共計1098套模塊/組件以上,解決了殼體對位不精準及蓋板貼合不緊密導致的蓋板翹起,焊接質量不穩定、產品氣密性不達標的問題;以自動定位方式代替原有人工憑經驗觀察定位的方法,采用機械臂固定蓋板,減少了重復固定組件和編寫焊縫程序的過程,極大節省了作業時間和設備空運行時間, 達到了簡化工藝流程、提高了生產效率的目的。
2.2 應用效果分析
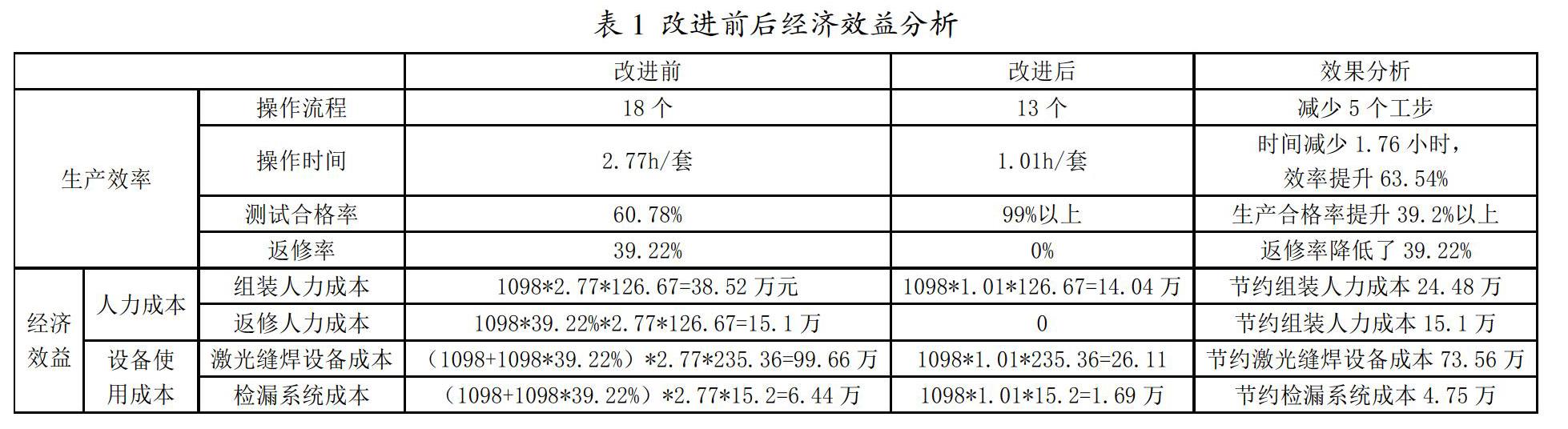
高精度定位工裝系統在本所首次實施后,在我所多個產品與重點研制項目中得到廣泛的實際應用,對保證產品質量、提高生產效率和節約成本等方面起到關鍵性作用,經統計分析,單套模塊縫焊工藝時間從2.77h/套下降到1.01h/套,大大降低了工藝損耗,直接節約生產成本39.58萬,節約設備使用成本73.56余萬,具體詳見表1。如果后續研制生產種類、數量的增加,則節約成本更多。生產效率顯著提高,生產成本明顯降低。
3 結束語
高精度定位工裝系統所內科研生產項目多、小批量、多品種的特點的應用,通過重新設計改進激光縫焊工裝夾具,使激光縫焊的生產能力有了大幅度的提升;該高精度定位工裝系統操作簡單、靈活,節約了作業過程中的反復操作時間,提高了生產效率,降低了生產成本;該方法適用于各類結構形狀組件/模塊的激光氣密性封裝技術,應用范圍廣泛,通用性強。
參考文獻:
[1]吳金財.激光焊接技術在微波組件殼體氣密封裝中的應用研究[D].南京理工大學,2009:40-41.
[2]常青松.微波組件產品的激光密封焊接技術[J].半導體技術,2011,36(05):406-409.
[3]王純祥.焊接工裝夾具設計及應用[M].北京:電子工業出版社,2013:35-89.
[4]李亞江,李嘉寧.激光焊接/切割/熔覆技術[M].北京:化學工業出版社,2015:32-105.
猜你喜歡
汽車電器(2024年4期)2024-05-29 00:00:00
經濟技術協作信息(2018年33期)2018-12-06 08:55:54
纖維復合材料(2018年4期)2018-04-28 08:45:58
佛山陶瓷(2016年12期)2017-01-09 13:36:41
建筑建材裝飾(2016年11期)2016-12-29 17:11:38
智富時代(2016年12期)2016-12-01 13:17:32
太空探索(2016年4期)2016-07-12 15:17:47
商場現代化(2015年18期)2015-10-10 15:53:12
出版與印刷(2015年4期)2015-08-15 00:45:53
潤滑油(2015年3期)2015-08-08 11:27:56