機箱框架表面油漆起泡的原因分析和解決措施
2020-08-31 05:42:24李恒周明純于帥
機電信息 2020年20期
關鍵詞:解決措施
李恒 周明 純于帥
摘要:加固機箱框架采用真空釬焊方式制作而成,被廣泛應用于我國軍用電子設備中。針對某型加固機箱框架在濕熱試驗后表面油漆出現起泡的現象,從框架機加工工藝、前處理、噴涂油漆和操作人員等方面進行了分析,繪制了油漆起泡的魚刺因果圖,列出了可能引起油漆起泡的原因,對各種原因進行了分析、驗證,并提出了相應的解決措施,提高了產品質量。
關鍵詞:機箱框架;油漆起泡;原因分析;解決措施
0 引言
我國軍用電子設備的機箱通常使用加固機箱,機箱主要結構件為框架,框架多為真空釬焊而成,框架外表面進行噴漆處理。加固機箱不僅要求外形美觀,還需要滿足國家軍用標準規定的三防(防濕熱、防鹽霧和防霉菌)要求,所以加固機箱生產完畢后需要進行濕熱試驗。
1 問題描述
我所生產的某型加固機箱在進行濕熱試驗后,框架表面油漆出現氣泡現象,無法滿足國家軍用標準所規定的三防要求。返修過程需要將已裝配完成的加固機箱全部拆散,除掉框架的全部油漆,重新進行噴涂。返修過程繁瑣,返修周期長,返工后的機箱也無法完全保證在濕熱試驗過程中不起泡,不僅浪費大量人力、物力,而且產品合格率低,嚴重延誤機箱的交付時間,影響我部乃至我所的聲譽。
2 油漆起泡原因分析
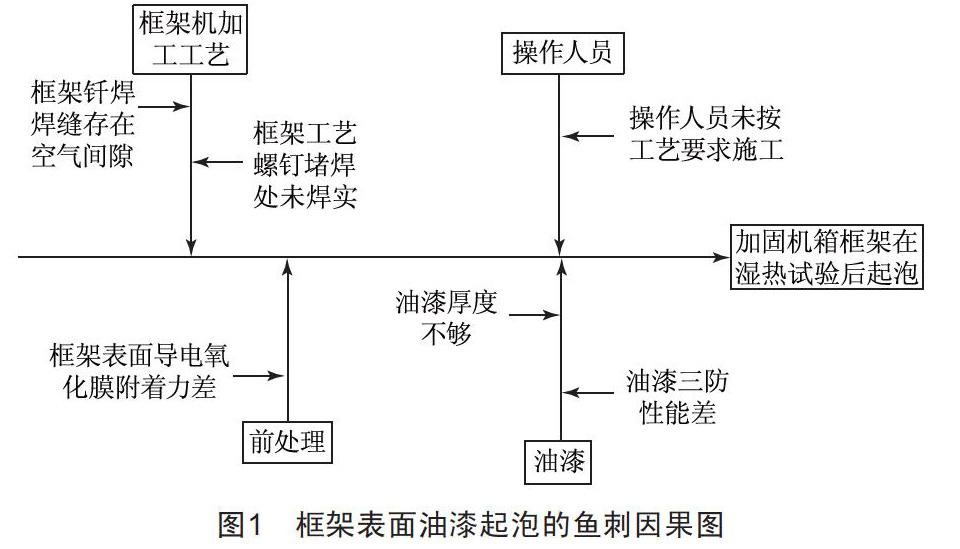
為了查找油漆起泡的原因,我們對油漆起泡位置進行了檢查。針對產品檢查情況和生產過程,繪制了油漆起泡的魚刺因果圖,如圖1所示。根據魚刺因果圖,對圖1中各條末端原因進行逐條分析。
2.1? ? 框架釬焊焊縫存在空氣間隙
框架為真空釬焊而成,框架釬焊后各結構件間存在焊縫。受真空釬焊性能影響,焊料無法保證在結構件間完全鋪展開來,這就造成框架焊縫可能存在空氣間隙。框架二次加工時,油污、潤滑劑會滲入空氣間隙,后續清洗過程只能除去表面油污,空氣間隙內的油污無法有效清除。在噴漆后的烘干過程中,油污就會從空氣間隙中滲出,影響油漆附著力,導致框架表面油漆在試驗過程中起泡。因此,這可能是油漆起泡的原因之一。
2.2? ? 框架工藝螺釘堵焊處未焊實
框架進行真空釬焊時,需要通過工藝螺釘固定各結構件間的位置,釬焊后需要對工藝螺釘處進行堵焊,保證框架表面平整。堵焊時可能出現沉孔沒有焊實的情況,使得工藝螺釘處存在空氣間隙。其對框架表面油漆的影響與框架釬焊焊縫處存在空氣間隙的影響相同。因此,這也可能是油漆起泡的原因之一。
2.3? ? 框架表面導電氧化膜附著力差
根據圖紙要求,為保證框架外表面油漆質量,提高框架內腔的導電性和防護性,框架在機加工完成后涂油漆前,需要先進行導電氧化處理。如果導電氧化膜與框架表面結合不牢,造成導電氧化膜脫落,將會影響附著在導電氧化膜上的油漆附著力,從而引起油漆起泡。但是,導電氧化膜屬于化學轉化膜,如果沒有有效附著,表面鍍層會發花,在框架導電氧化檢驗時不合格;即使在交檢階段沒有發現此問題,后續進行油漆工序時也會出現。因此,排除框架表面導電氧化膜附著力差的原因。
2.4? ? 油漆厚度不夠
框架表面的油漆厚度會影響漆膜的三防性能,特別是耐濕熱性能,理論上在一定范圍內,油漆的厚度越厚,其三防性能越好。油漆起泡的框架按工藝要求進行了兩道面漆的噴涂,框架表面油漆起泡可能與油漆厚度不夠有關,這可能是油漆起泡的原因之一。
2.5? ? 油漆三防性能差
不同品種的油漆,其三防性能也不同。一般情況下,丙烯酸類磁漆比氨基類磁漆性能要好,氟碳漆比丙烯酸類磁漆性能好。表面起泡的框架噴涂的是氟碳漆,且在我所其他產品上廣泛使用,因此排除油漆品種三防性能差的原因。
2.6? ? 操作人員未按工藝施工
油漆噴涂作業屬于特殊工藝,我所有專門的工藝規范指導油漆作業,如操作人員操作不當或未按工藝規范的規定加工,都會在交驗時被判不合格,不會流轉到下一工序。所有操作人員都經過專業培訓、持證上崗,單位的特殊工藝管理制度健全、檢查到位,操作過程記錄完善,不會存在操作人員未按工藝規范和工藝要求施工的現象。因此,排除操作人員未按工藝要求施工的原因。
3 成因驗證
從上述分析得出,框架釬焊焊縫存在空氣間隙、框架工藝螺釘堵焊處未焊實、油漆厚度不夠可能是造成框架表面油漆起泡的原因。我們對這3條原因分別提出了解決措施,并分別進行了驗證。
3.1? ? 框架釬焊焊縫存在空氣間隙
框架釬焊焊縫存在空氣間隙造成油污無法有效除盡排出,因此考慮在框架油漆前增加烘烤工序,去除焊縫間隙內的油污。
重新生產數臺框架,釬焊完成后進行無損檢測,找出釬焊焊縫存在空氣間隙的框架3臺,在框架進行導電氧化后放入恒溫箱中,于120 ℃下烘烤3 h,冷卻后除去烘烤滲出的油污,然后噴涂油漆。完工后的框架進行濕熱試驗,框架有2臺沒有出現起泡現象,1臺油漆起泡數量、面積明顯減少。
試驗證明,框架釬焊焊縫存在空氣間隙是框架起泡的原因之一,框架油漆前進行烘烤處理可有效降低起泡概率。
3.2? ? 框架工藝螺釘堵焊處未焊實
框架工藝螺釘堵焊處未焊實產生氣泡的機理與框架釬焊焊縫存在空氣間隙的機理一致,因此考慮完善框架工藝螺釘堵焊工藝,保證堵焊處焊實。
重新生產數臺框架,加工完成后進行無損檢測,找出工藝螺釘堵焊處未焊實的框架3臺,對未焊實處進行補焊,保證焊實,然后進行導電氧化處理和噴涂油漆。完工后的框架進行濕熱試驗,框架沒有出現起泡現象。
試驗證明,框架工藝螺釘堵焊處未焊實是框架起泡的原因之一,采用一定工藝保證堵焊處焊實可避免出現油漆起泡,具體工藝保證措施另做研究。
3.3? ? 油漆厚度不夠
油漆厚度不夠使得油漆防護性能不足,造成框架表面油漆起泡,因此考慮在框架噴涂油漆時,由2道面漆增加為3道面漆。
重新生產3臺框架,將原工藝要求中的表面噴涂2道面漆增加為3道面漆,油漆黏度相應增加3 mPa·s(3 cPs),確保表面油漆厚度增加40 μm以上。完工后的框架進行濕熱試驗,框架表面油漆起泡數量、面積明顯減少。
試驗證明,油漆厚度是框架起泡的原因之一,增加油漆厚度可降低油漆起泡概率。
4 解決措施
根據上述油漆起泡成因分析,進行如下解決措施的驗證:加工5臺框架,保證工藝螺孔處堵焊焊實,框架導電氧化后放入恒溫箱中,于120 ℃下烘烤3 h,冷卻后除去烘烤滲出的油污,然后噴涂油漆,噴涂3道面漆。完工后對5臺框架進行濕熱試驗,所有框架的表面油漆進行120 h的濕熱試驗。試驗后未出現起泡問題,達到了產品規定的產品表面三防要求。
5 結語
本文通過對釬焊框架表面油漆在濕熱試驗后出現起泡現象的原因進行分析和試驗驗證,找到了油漆起泡的原因:框架釬焊焊縫存在空氣間隙、框架工藝螺釘堵焊處未焊實、油漆厚度不夠。通過工藝改進保證工藝螺釘堵焊處焊實、增加烘烤工序、將面漆增加到3道等措施,解決了機箱框架表面油漆起泡的問題,提高了產品質量,同時為同類產品的加工提供了參考。
[參考文獻]
[1] 吳振綱.加固機框架油漆起泡問題案例分析與研究[J].電子世界,2016(11):167-168.
[2] 趙發銀,吳萬興.某型箱體表面漆膜起泡的原因分析及對策[J].新工藝新技術,2015(8):107-108.
[3] 劉瀟龍.鋁合金釬焊構件超聲探傷技術應用研究[J].機械設計與制造工程,2019(8):115-118.
[4] 錢建國,祁建國.6063鋁合金化學導電氧化后出現花斑的原因分析和解決措施[J].電鍍與涂飾,2018(15):694-697.
收稿日期:2020-06-18
作者簡介:李恒(1993—),男,山東濱州人,助理工程師,從事電子設備結構工藝設計研究工作。
猜你喜歡
文藝生活·下旬刊(2016年10期)2016-11-03 00:53:34
經營者(2016年12期)2016-10-21 08:24:22
課程教育研究·學法教法研究(2016年21期)2016-10-20 18:17:43
現代經濟信息(2016年19期)2016-10-20 15:30:24
中國科技博覽(2016年19期)2016-10-19 15:04:37
中國科技博覽(2016年18期)2016-10-19 08:20:44
商場現代化(2016年22期)2016-10-18 20:06:55
科技視界(2016年21期)2016-10-17 20:46:50
科學與財富(2016年28期)2016-10-14 18:44:14
科學與財富(2016年28期)2016-10-14 18:28:23