基于相關性對攪拌摩擦焊接頭特征值的確定
2020-09-10 07:22:44許飛臧偉鋒張海英
電焊機 2020年4期
關鍵詞:相關性
許飛 臧偉鋒 張海英
摘要:通過對不同焊接參數下的2024鋁合金L向攪拌摩擦焊接接頭幾何形貌進行數據采集,采用相關性分析其與焊接參數的關系以及對接頭性能的敏感程度,最終確定聯系焊接參數與接頭性能的中間值,即接頭特征值,并舉例說明接頭特征值對接頭性能的判據。
關鍵詞:攪拌摩擦焊;相關性;接頭特征值;接頭性能
中圖分類號:TG453+.9文獻標志碼:A文章編號:1001-2303(2020)04-0036-06
DOI:10.7512/j.issn.1001-2303.2020.04.05
0 前言
攪拌摩擦焊作為一種新型的連接工藝,能將原本難以焊接的鋁合金連接在一起,并獲得優良的靜力、疲勞性能[1-6]。該技術已經在航空[7-8]、航天、高速列車、造船和汽車等制造領域顯示出強勁的創新活力和廣闊的應用前景。
傳統焊接通過工藝和經驗對焊接接頭的性能進行預判,只能得出定性的結果。本文分析了不同轉速、焊速組合的2024鋁合金L向攪拌摩擦焊接頭微觀形貌及接頭性能,從接頭組織和幾何形貌中確定聯系焊接參數并能表征接頭性能的中間參量,即特征值。此特征值能解決摩擦焊接頭性能好與不好、能不能更好的問題。
1 焊接參數及接頭特征參量的選取
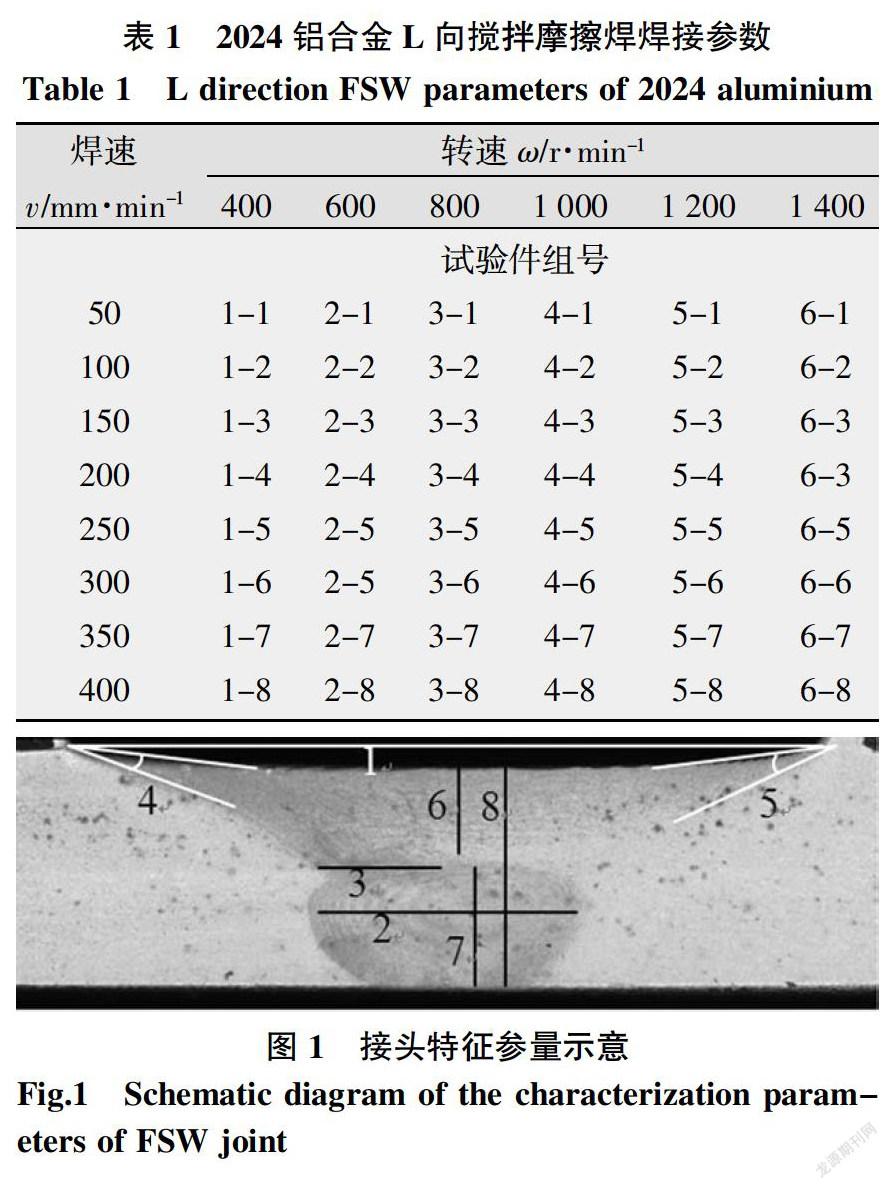
影響攪拌摩擦焊接頭質量的工藝參數主要有攪拌頭的轉速、攪拌頭前進的焊速、以及攪拌頭的形狀。本文選擇了8種焊速、6種轉速,共48組焊接參數,如表1所示,對2024鋁合金L向3 mm板進行焊接。
攪拌摩擦焊接頭特征參量示意如圖1所示,分別為:上寬度1、最大下寬度2、最小下寬度3、前進側熱影響區與熱力影響區斜度4、后退側熱影響區與熱力影響區斜度5、上深度6、下深度7、總深度8。
2 接頭特征參量及接頭力學性能統計
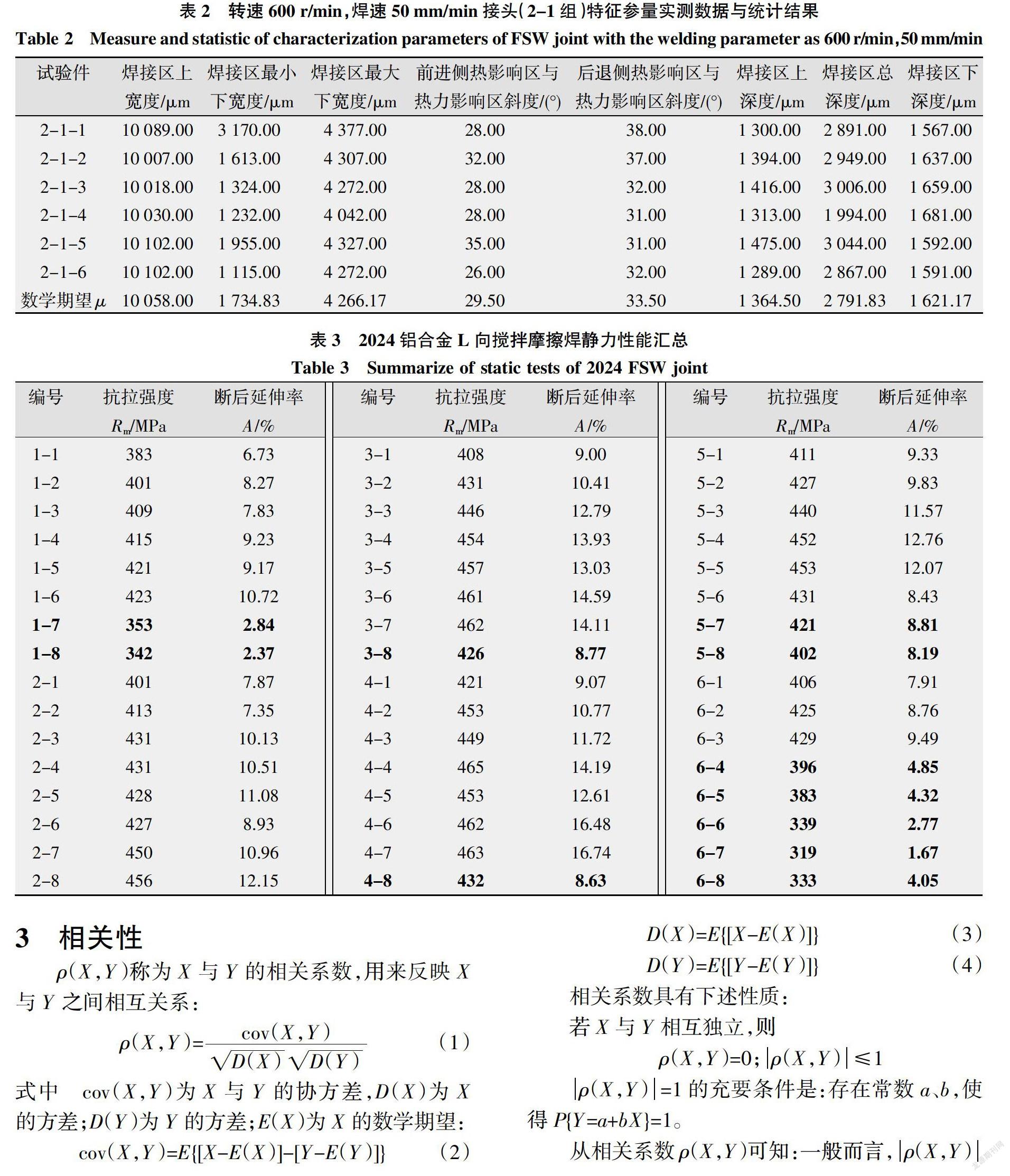
將每組焊接參數制備的焊件加工成6個靜力試驗件,并加工6個金相試樣測量特征參量,求其平均值。轉速600 r/min、焊速50 mm/min接頭(2-1組)特征參量的統計結果如表2所示。本文用極限應力代表攪拌摩擦焊接頭的靜力學性能。48組焊接參數的靜力學性能如表3所示(加粗部分為有焊接缺陷的試驗件)。
3 相關性
從相關系數ρ(X,Y)可知:一般而言,ρ(X,Y)是介于0與1之間的常數。但是,當ρ(X,Y)=1時,X與Y之間幾乎必然地存在著某種線性關系。因此,當ρ(X,Y)接近1時,X與Y之間的線性相關程度較強;當接近0時,則說明X與Y之間的線性相關程度較弱;當ρ(X,Y)=0時,稱X與Y不線性相關。所以,相關系數ρ(X,Y)是一個反映隨機變量X與Y之間線性相關程度的量。
4 焊接參數與接頭特征參量的相關性分析
在選擇了8個接頭特征參量后,需要知道哪些特征參量對焊接參數的變化最為敏感,也就是能反映出焊接參數的變化。因此,本文采用相關性分析方法來確定哪些接頭特征參量對焊接參數的變化最為敏感。相關性計算舉例如表4所示。
由表4可知,將轉速固定為600 r/min時,接頭特征參量焊接區最大下寬度與焊速的相關性系數為-0.85,-0.85接近于1,因此焊接區最大下寬度與焊速的相關性較好,對焊速的變化比較敏感。同理,當轉速固定為400 r/min、600 r/min、800 ?r/min、1 000 r/min、1 200 r/min、1 400 r/min時,8個特征參量與焊速的相關性系數如表5所示;當焊速固定為50 mm/min、100 mm/min、150 mm/min、200 mm/min、250 mm/min、300 mm/min、350 mm/min、400 mm/min,8個特征參量與轉速的相關性系數如表6所示。
由表5可知,在轉速固定、焊速變化時,有4個 相關性系數的絕對值大于0.5時,稱此特征參量為接頭特征表征要素。因此,轉速固定焊速變化時,最大下寬度、前進側熱影響區與熱力影響區斜度、后退側熱影響區與熱力影響區斜度、上深度、下深度為接頭特征表征要素。
由表6可知,在焊速固定、轉速變化時,有5個相關性系數的絕對值大于0.5時,此時前進側熱影響區與熱力影響區斜度、后退側熱影響區與熱力影響區斜度、最小下寬度、上深度、下深度與轉速相關性較好,因此確定它們為接頭特征表征要素。
綜合表5、表6,對L向攪拌摩擦焊而言,前進側熱影響區與熱力影響區斜度、后退側熱影響區與熱力影響區斜度、最小下寬度、最大下寬度、上深度、下深度為接頭特征表征要素。
5 接頭特征表征要素與接頭性能的相關性分析
在確定了與焊接參數相關性較大的接頭特征參量即接頭特征表征要素后,從這些接頭要素中繼續尋找與接頭性能相關性的特征參量,即接頭特征值。
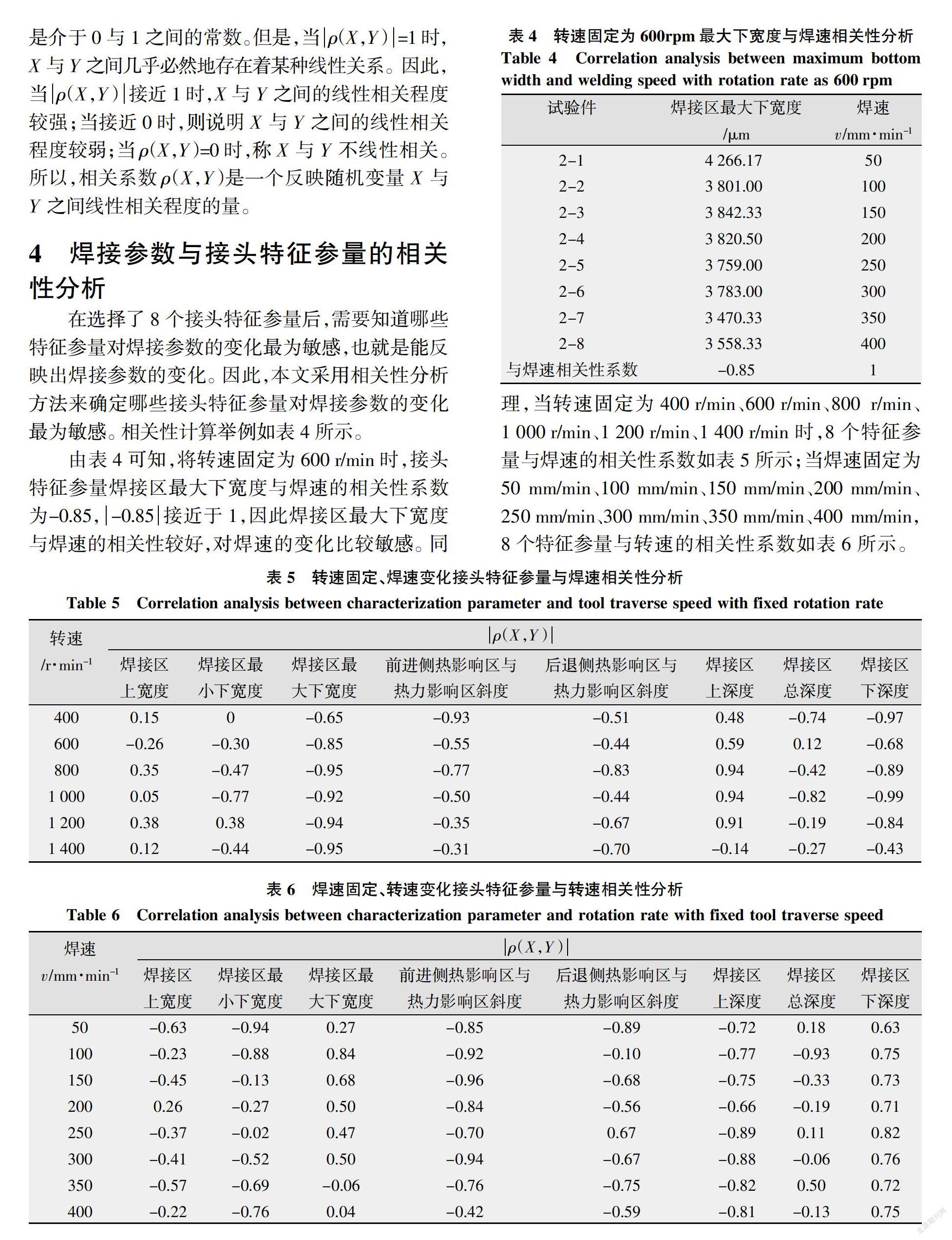
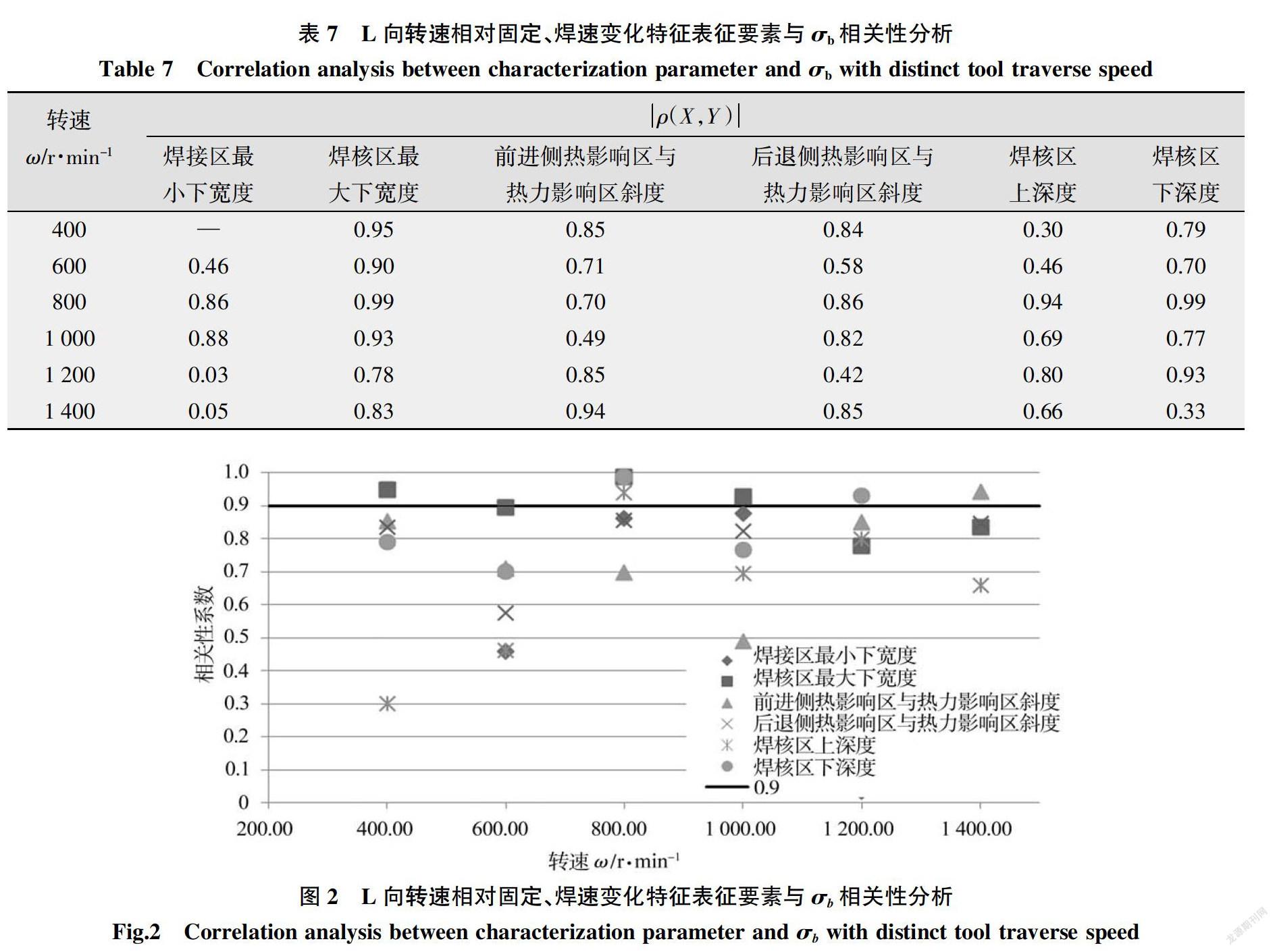
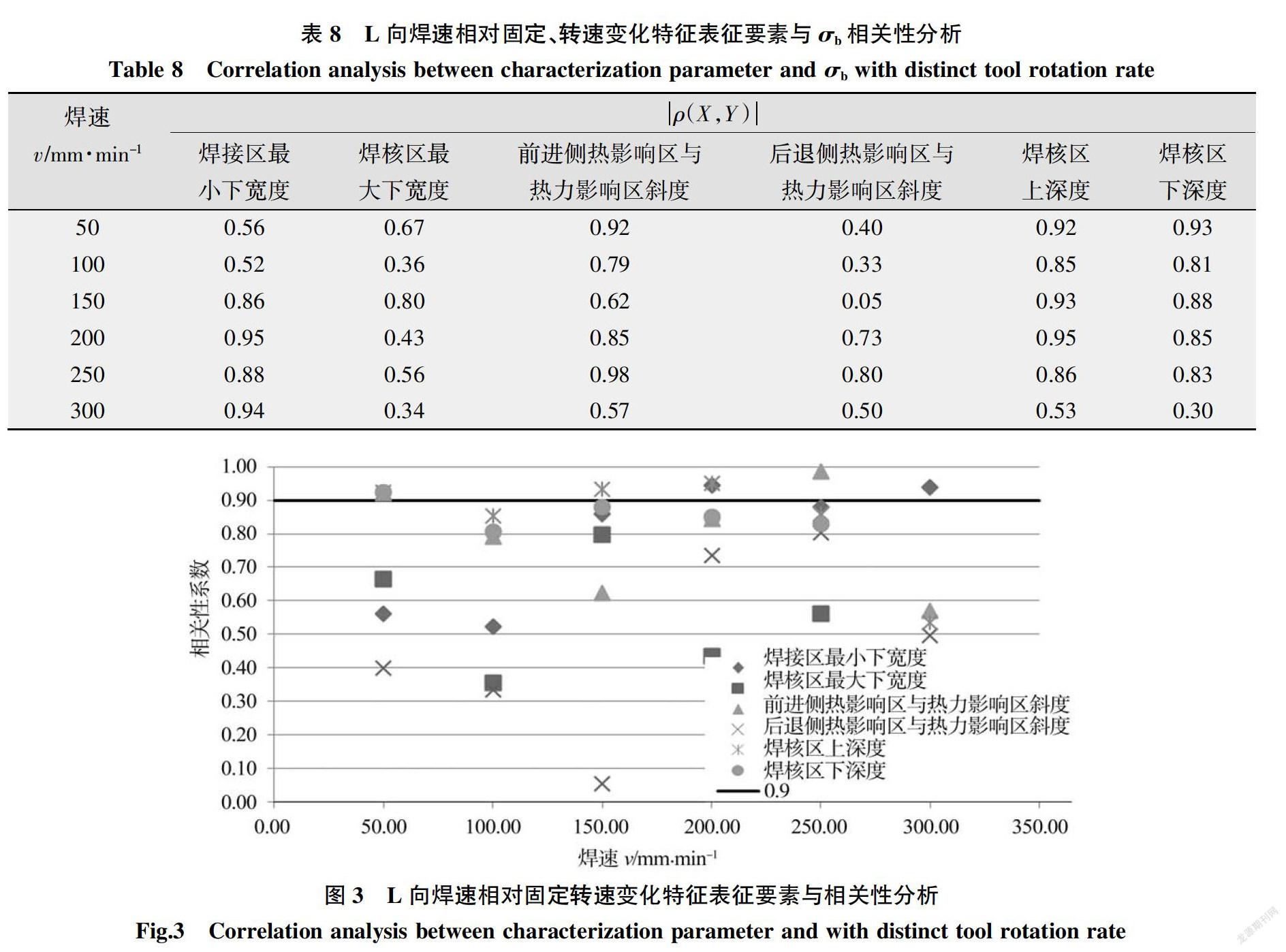
在這次相關性分析中,要去掉通過金相觀察到的有明顯缺陷的試驗件,即表3中加粗部分的試驗件。表7為L向攪拌摩擦焊轉速相對固定、焊速變化時接頭特征表征要素與靜力學性能相關性分析,并繪制曲線如圖2所示。表8為L向攪拌摩擦焊焊速相對固定、轉速變化時接頭特征表征要素與靜力學性能相關性,并繪制曲線如圖3所示。
圖2的曲線給出了相關性為0.9的標準線,可以看出,在L向焊接轉速相對固定、焊速變化時,靜強度性能對最大下寬度變化最為敏感,焊核區下深度次之。同樣,由圖3曲線可以看出,在L向焊接焊速相對固定、轉速變化時,靜強度性能對上深度變化最為敏感,焊核區下深度次之。
由于上深度與下深度線性相關,綜合考慮,在L向攪拌摩擦焊接中,焊接區最大下寬度、下深度為接頭特征值,也就是聯系焊接參數又能表征接頭性能的中間參量。
6 應用
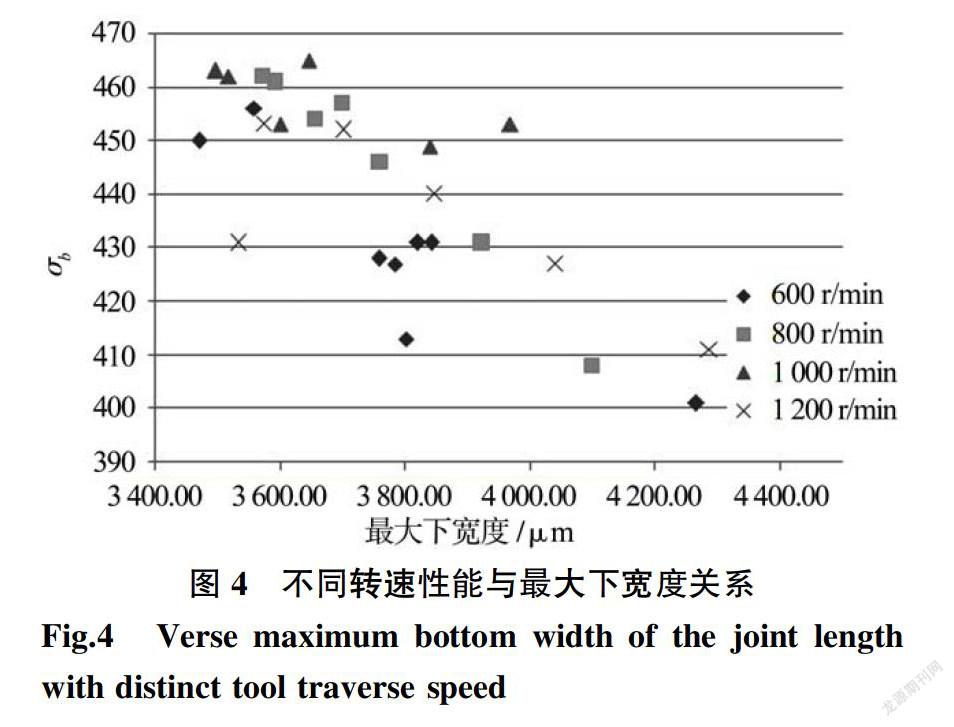
在確定了L向攪拌摩擦焊接頭的特征值后,以焊接區最大下寬度為例,對其應用進行簡單的描述。以固定轉速600 r/min、800 r/min、1 000 r/min、1 200 r/min,焊速依次變化為例,分析性能與最大下寬度的關系(轉速400 r/min、1 400 r/min出現較多缺陷,因此去掉),如圖4所示。可以看出,當接頭最大下寬度為3 500~3 600 μm時接頭的力學性能最好。則認為當攪拌摩擦焊接頭最大下寬度在3 500~3 600 μm范圍內,接頭的力學性能較好,也就是將最大下寬度作為接頭性能的一個判據。
7 結論
本文選擇了48組攪拌摩擦焊焊接參數,對每組參數的焊接接頭進行靜力試驗測試,并對接頭制備金相試樣進行觀察。當焊接參數選擇合適后(過大或過小的焊接參數值都會使焊接接頭產生缺陷),即不使焊接接頭產生缺陷的情況下,存在與焊接參數、性能相關的形貌參量。通過相關性分析,最終確定了聯系焊接參數與接頭性能的中間參量,稱作接頭特征值,即焊接區最大下寬度、下深度。確定了接頭特征值后并用最大下寬度舉例說明接頭特征值對接頭性能的判據。
參考文獻:
[1] Thomas M W,Nicholas E D,Needham J C,et al. Friction stir welding[P]. GB Patent Application,1991:9125978.
[2] Mishra R S,Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering,2005(50):1-78.
[3] Chen Yingchun,Liu Huijie,Feng Jicai. Friction stir welding characteristics of different heat-treated-state 2219 aluminum alloy plates[J]. Materials Science and Engineering,2006(420):21-25.
[4] Khodir S A,Shibayanagi T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys[J]. Materials Science and Engineering,2008(B148):82-87.
[5] Uzun H. Friction stir welding of SiC particulate reinforced AA2124 aluminium alloy matrix composite[J]. Materials and Design,2007(28):1440-1446.
[6] Benavides S,Li Y,Murr L E,et al. Low-temperature friction-stir welding of 2024 aluminum[J]. Scripta Materialia,1999,41(8):809-815.
[7] Talwar R,Bolser D,Lederich R,et al. Friction stir welding of airframe structures[C]. Sweden:Proceedings of the second international symposium on friction stir welding,2000.
[8] Lohwasser D. Application of friction stir welding for aircraft industry[C]. Sweden:Proceedings of the second international symposium on friction stir welding,2000.
猜你喜歡
商情(2016年42期)2016-12-23 14:25:52
商情(2016年42期)2016-12-23 13:35:35
東方教育(2016年4期)2016-12-14 22:15:13
財經界·學術版(2016年19期)2016-11-16 16:28:33
科技視界(2016年21期)2016-10-17 17:37:34
中國實用醫藥(2016年24期)2016-10-17 04:31:12
中國實用醫藥(2016年24期)2016-10-17 03:37:40
中國實用醫藥(2016年24期)2016-10-17 03:35:06
科學與財富(2016年28期)2016-10-14 21:58:50
