激光焊在汽車白車身應用
2020-10-21 23:01:38陳巖宋勝溥
大眾科學·下旬 2020年4期
關鍵詞:質量
陳巖 宋勝溥

摘 要:激光焊接的車身提高了車身30%多的鋼度,從而提升了車身的安全性,同時也減輕了車身重量,還可以達到省油的目的,本文淺談汽車生產過程中一項重要工藝——激光焊接技術,以激光焊在新捷達車身實際應用為例,通過激光復合焊的設備組成和焊接原理來闡述實現一條完美的激光焊焊道需要合理參數及具體匹配要求,總結在實際應用中激光焊質量優化和焊接質量檢測方法。
關鍵詞:新捷達;參數;匹配;質量
0? 前言
目前汽車工業中,激光技術主要用于車身拼焊、焊接和零件焊接,零件焊接部位幾乎沒有變形,焊接速度快,而且不需要焊后熱處理,。新捷達VS5的側圍頂蓋,行李箱后蓋均采用激光焊接技術,激光焊道長度達到4349mm,同級別車型中激光焊道使用最長的車型。
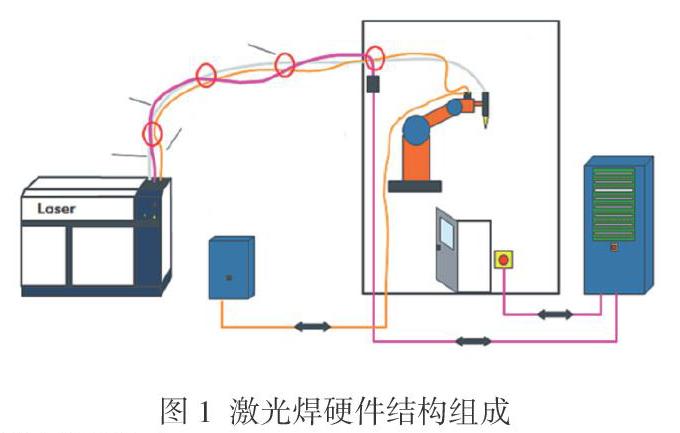
1 激光焊設備組成
1.1激光焊接系統組成
新捷達VS5使用世界最先進的激光焊接系統,包括德國的Laserline LDF6000-60二極管激光器,Scansonic 的ALO3焊接鏡頭,BINZEL的V3送絲系統,HIGHYAG光纜,Riedel激光器冷卻器組成。通過激光器發射波長960nm-1060nm的激光通過光纜傳輸,經過ALO3焊接頭聚焦作用在焊絲上和車身上,經過熱傳導將焊絲融化形成激光焊道。
2 激光焊焊接原理
2.1? 激光焊焊接原理
采用了熱傳導的焊接方,焊接才料CuSi3,激光波長960nm激光照射到Cu焊絲和鍍鋅鋼板上后,由于Fe的吸收率(30%)遠大于Cu的吸收率(5%),所以鋼板的溫度升高的比銅焊絲的溫度快,所以銅焊絲熔化的能量大部分來自于鋼板的熱傳導。
鋼板的溫度升到910°C,這是銅焊絲開始熔化,覆蓋在鋼板上(可以防止鋼板氧化)。液態的Cu遇到焊縫邊上的冷鋼板時,迅速的凝固,將兩塊鋼板連接在一起。
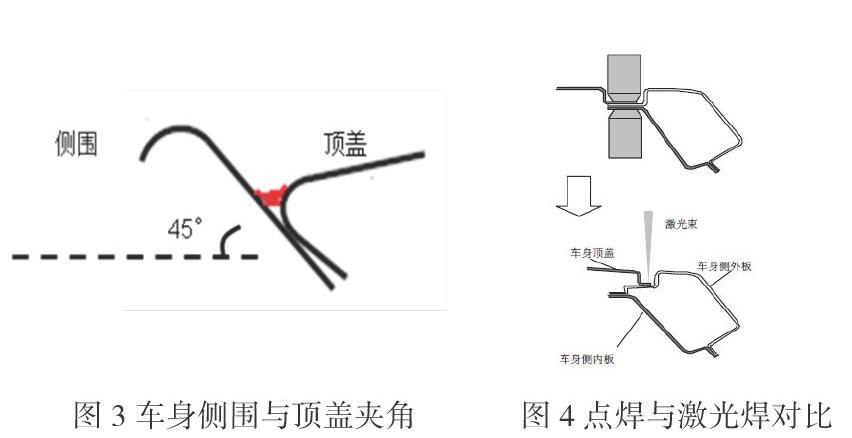
新捷達頂蓋與側圍采用了45度的搭接方式如圖3,整條焊道采用了激光復合焊接外板與頂蓋之間是CuSi3填充物,傳統的焊接方法為點焊,如圖4所示。比較兩者可以看出,采用激光焊接后,頂蓋和側面車身的搭接邊寬度減少,降低了鋼板使用量,同時提高了車體的剛度。采用點焊的頂蓋需要安裝防雨膠條,影響車身美觀,采用激光焊的頂蓋不需要其他裝飾,簡潔,美觀。
3 新捷達激光焊工藝流程
新捷達頂蓋與側圍通過自動清擦設備,將工件表面油污清理干凈,通過自動抓件將車身頂蓋安裝到車身,進入激光焊工位,激光焊工位由特殊鋁合金材質組成,可有效防止激光傷害,車身頂蓋由高精度夾具定位,保證激光焊縫的匹配間隙,保證激光焊接質量,焊接完成后經過兩道工序自動打磨工位,第一道粗打磨,可以打磨掉焊縫中細小缺陷,第二道工序精打磨可以保證激光焊道美觀。
激光焊工藝要求需要兩部分組成,車身匹配的要求,設備工藝參數要求。
車身側圍與頂蓋搭接處形成激光焊焊接熔池,要求側圍與頂蓋的高度差不得大于3.5mm,側圍與頂蓋之間的間隙不得超過0.2mm,頂蓋與側圍下部帖何處間隙要求在0mm,只有保持這樣的車身匹配 才能保證焊接出完美的激光焊道,新捷達VS5的白車身夾具定位精度高,車身匹配狀態穩定,才擁有現在完美的激光焊道。
設備工藝要求,焊接過程中機器人軌跡保證平順,側傾角和扭轉角保持在零度,拖拽角0到7度可以減少激光發射防止燒壞鏡頭,焊絲的伸長保持在8到10mm,可以有利于焊絲接觸車身的穩定性。焊絲送絲過程中需要平順阻力小,減少送絲管長度和彎曲半徑,可以增加送絲平順度有效方法。
以新捷達車身為例,發現影響激光焊接質量的因素有很多,包括工件匹配,工件表面油污,設備穩定性,激光焊焊絲質量,焊接環境這些都會影響激光焊焊接質量。好的焊縫表面光澤無波浪,如果其中一項因素不滿足就會導致焊接質量缺陷不合格,新捷達VS5穩定的車身匹配是保證完美激光焊道的前提。
4激光焊強度檢查
鑿穿試驗:利用釬料進行零件間的焊接連接,通過鑿穿試驗進行(在零件上或者截取零件的部分)。在試驗過程中,待檢測件的一面要被夾緊,用一個平鑿在鈑金連接處的空隙錘進去。鑿子的厚度必須大于焊縫間隙的寬度(見圖7)。試驗中,斷裂可以出現在焊接結合處、焊縫區或母材里。合格:斷裂出現在母材中為合格。不合格:斷裂出現在釬料中,并且不滿足后續拉伸試驗的要求,則焊接不合格。斷裂出現在釬料和母材搭接的過渡區域,
并且不滿足后續拉伸試驗的要求,則焊接不合格。出現混合性斷裂,并且不滿足后續拉伸試驗的要求則焊接不合格。
展開實驗(以實踐為指導的補充性實驗)展開試驗可以代替鑿穿試驗(圖7)。在展開試驗中,利用相應的工具,通過轉動展開一側鈑金,來破壞釬焊連接。合格:如果兩個鋼板中有一個,上面有可識別的貫穿性的浸漬,則焊接合格。不合格:如果浸漬小于圖紙要求值的話,則焊接不合格。
鏡像實驗通過儀器對切割好的激光焊道樣本進行放大測量焊道各項參數指標包括浸潤寬度,基材熔深,焊縫寬度,達到要求證明焊道強度合格,目前捷達VS5主要以鏡像實驗方式判斷焊道強度。
5激光焊及質量優化
激光焊在焊接過程中也會現焊接質量缺陷包括塌陷、斷焊、假焊、咬邊、沙眼、融化不全等質量缺陷,通過在新捷達VS5車身實驗,出現上述缺陷我們需要檢查兩方面原因,1是車身工件狀態,使用合格塞尺測量車身側圍與頂蓋之間的間隙是否出現波動,標準值保證在0.2mm以下,測量頂蓋與壓料板之間的間隙保證在0.1mm以下,使用高度差測量儀檢測側圍與頂蓋之間的間隙保證在3.5mm以下,并檢查工件表面是否潔凈。2是設備狀態穩定性,通過監測BINZEL送絲設備的送絲電流和實際送絲速度曲線看送絲是否平順,通過激光功率測量儀檢測激光功率是否有損耗,檢查激光焊接各個參數包括激光功率、送絲速度、機器人速度。以上條件不滿足都會激光焊的質量缺陷,新捷達VS5有完整質量檢查體系和質量返修體系,以保證新捷達VS5的高品質質量。
6 結論
⑴在激光焊焊接時需要保證激光焊焊接的板材的匹配和零件干凈無油污,設備的穩定才能保證焊接出完美的焊道。
⑵激光焊道需要按照文中闡述方法進行質量檢查以保證焊道接觸的拉伸強度。
⑶激光焊道出現質量缺陷時按照文中方法和標準可以快速找到影響因素,有效的解決質量問題。
激光焊接工藝與點焊相比相當于衣服的拉鏈與紐扣,激光焊接工藝使車身頂蓋與側圍減少了膠條,更簡潔更美觀,也增加車身強度,這也使激光復合焊需要更高要求車身匹配,焊接環境,更高參數匹配,目前新捷達的激光焊接速度以達到85mm/s,這也是在世界同級別車型中最快的激光焊接速度,體現新捷達高質的白車身。
參考文獻
[1]李亞江, 激光焊接/切割/熔覆技術. 北京:化學工業出版社,2019
[2]陳畢雙、王瑾、譚小軍、蔡志祥、付秀, 激光焊知識與技能訓練. 西安:華中科技大學出版社,2018
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
