大直徑軸以車削代磨削的工藝研究與試驗
2021-12-16 13:20:46馬鵬強孫煥麗王濤
科技信息·學術版 2021年34期
馬鵬強 孫煥麗 王濤


摘要:加工大直徑高精度長軸,在傳統加工過程中,工序安排是精車后轉序,到磨削工序,利用磨削加工,來保證加工精度。根據目前數控機床的普及及精度的提高。用車削加工中心的加工能力及機床的性能參數進行研究,經過試驗加工大直徑高精度長軸,可以保證設計要求及精度。
關鍵詞:大直徑、高精度、車削代替磨削
Abstract:Machining large diameter and high precision long shaft,in the traditional processing process,the working procedure arrangement is finishing after the turn sequence,to the grinding process,the use of grinding processing,to ensure the processing accuracy. According to the popularization of CNC machine tools and the improvement of precision. The machining capacity of the turning center and the performance parameters of the machine tool are studied. The large diameter and high precision long shaft can be processed through experiments to ensure the design requirements and accuracy.
Key words:large diameter,high precision,turning instead of grinding
1、引言:
隨著機械產品對部件質量要求的不斷提高,生產大直徑、高精度軸的設備也在不斷的提高。隨著市場競爭日趨激烈,對設備的制造成本也提出更高的要求。一機多能設備的使用不僅大大降低了生產投入及場地空間占有,還提高了生產效率,降低制造成本,也滿足生產需求,是一種最為理想經濟效益的選擇。
2、以車削代替磨削的工藝設計
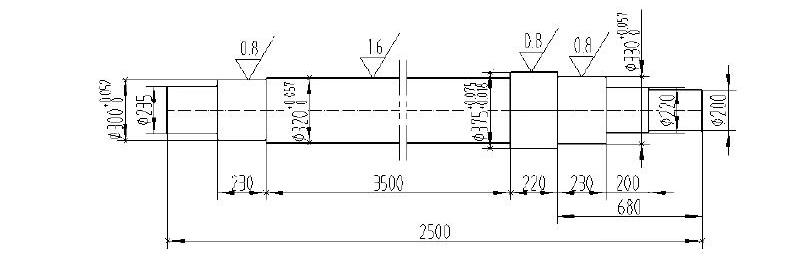
2.1樣件選擇如下圖
2.2試驗工藝優化
2.2.1試驗工裝夾具優化:在卡盤中心內置死頂尖,前后頂尖頂緊工件,使軸以中心孔定心,保證同心。
2.2.2車削加工方法優化:中心孔統一標準化:均作成B20中心孔;中心鉆如右圖1。增加車端面時車削軸端外圓一段的工序。目的是為了保證夾持位置與中心孔同軸度要求。
2.2.3車削刀具的合理選擇與優化
配置外圓、端面、中心孔加工刀具,保證中心孔粗糙度在Ra0.8以內,兩端中心的同軸度在0.03mm以內。
選用以下三種車刀刀片分別進行試驗:
(1)35°(R0.4)車刀片如圖2:精車軸類外圓時,刀片刃容易崩,在外圓有劃痕,無法滿足粗糙度要求。
(2)85°(R0.8)車刀片如圖3:太鈍,排屑不好,易出現擠削現象,影響粗糙度。
(3)55°(R0.8)車刀片如圖4:排屑好,刀片耐磨,加工后粗糙度小,可以滿足設計要求。
2.2.4冷卻方式
對于斷續切削工件來說,最好采用“干車削”,否則進刀和退刀時的熱沖擊會引起刀片破裂。至于連續切削,刀頭在干車削過程中產生的高溫足以韌化預切削區域,從而降低材料硬度,易于剪切。但是在精車中,尺寸精度、幾何公差以及表面粗糙度是必須保證的,如果采用干車削,加工過程中產生大量的切削熱,工件溫度高,當冷卻后,尺寸差異較大,難以保證尺寸公差及圓柱度。因此,以車代磨精車工藝采用澆注切削液,有助于延長刀具壽命和保證產品的技術要求。此外,高壓切削液可以減少切屑堆積,降低切屑瘤,從而降低因為切屑瘤阻塞對切削液流至刀頭的影響,對切削液的要求也要有一定的防銹蝕能力,是為了防止環境介質及殘存的切削液中油泥等腐蝕性物質對金屬產生侵蝕。
3、以車削代替磨削的試驗過程及程序參數選擇
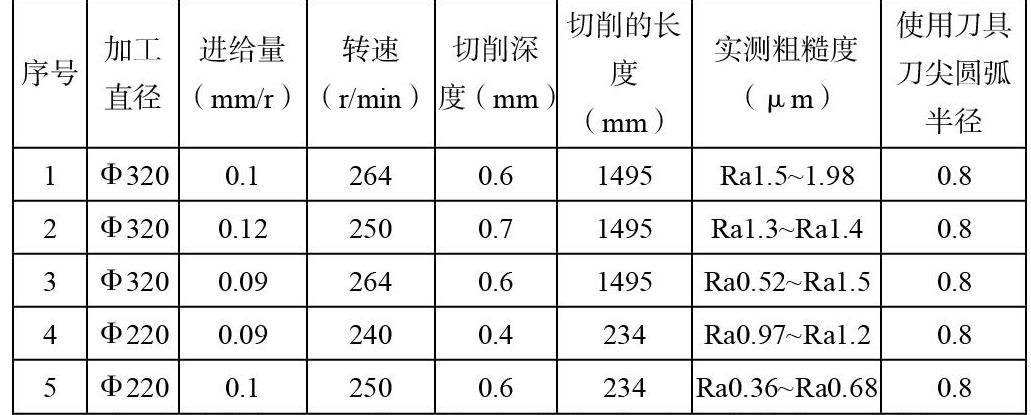
3.1試驗過程數據統計與對比
55°(R0.8)車刀片試驗數據統計
試驗過程,基本能滿足要求。但是將山特的刀片與株洲的刀片對
3.2加工參數的選擇:
根據實驗數據,達到了預期的效果:提高生產效率,降低加工成本。若實現以車代磨后,可以減少工件轉運,減少輔助時間。根據調整后的加工參數,加工效率約提高26%。從工時費率計算成本節約也是可觀的。
結束語
大直徑軸類零件以車代磨工藝實現批量加工,整個工藝系統必須保證工件加工運轉過程中的定位穩定性,以及車削過程中切削工藝設計的合理性。實踐證明,以車代磨工藝是先進的加工方式,不僅降低了廢品率,減少了周轉,而且完全可以車削替代磨削工藝,提升產品質量。
參考文獻
[1]曹仲杰、齊曉巍、李立、劉偉車削與磨削兩用機床的改造.機械制造53卷,第612期
[2]李剛、雷發林、徐英杰、復雜軸類零件以車代磨工藝.金屬加工(冷加工)2021年第6期
作者簡介:馬鵬強,1984年03-,男,回,寧夏,大學本科,機械加工。
