一種折板式連續提升機的效率提升策略
2023-11-04 08:07:50彭云俊陸云飛
物流技術 2023年9期
鐘 亮,彭云俊,陸云飛
(湖南省煙草公司衡陽市公司,湖南 衡陽 421000)
0 引言
在條煙分揀領域,為提高分揀效率可以從兩方面入手:一是提高單機分揀能力;二是通過工藝組合提高總體的分揀能力。但在全自動化分揀[1]條件下,分揀效率除了受到設備及工藝的約束外,還受到后端補貨能力的限制。目前,全自動化條煙分揀的一種典型模式“儲分一體”運用較為廣泛,它包括倉儲、備貨、分揀三大塊[2-3]。其中,備貨作為連接倉儲與分揀的紐帶,它的能力直接關乎整體分揀能力。可以說,備貨就是為了提高補貨能力而專門設定的環節。
常用的備貨工藝有兩種,一種是重力式緩存系統[4],其優點在于結構簡單、運行穩定,但占地面積較大;另一種是多層穿梭系統,可以看成傳統立庫的升級版,其占地面積較小,但結構相對于重力式緩存系統更加復雜,出故障的概率更高[5-7]。在土地資源日益緊缺的今天,多層穿梭系統開始大規模應用普及。
多層穿梭系統[8-10]是指在貨架巷道中根據需要放置多臺穿梭車,一般而言每層一臺。穿梭車可以根據需要取、放任意貨格。多層穿梭系統(如圖1所示)的出入端由一種折板式連續提升機實現,與傳統的往復式提升機不同,其通過一種換向裝置實現連續提升。從設計工藝來看,這種提升機效率應遠遠高于往復式提升機,從實際使用來看,當入口數量較少時與理論設計值相差不大,但是當入口數量大于出口數量后,其運行效率逼近往復式提升機。
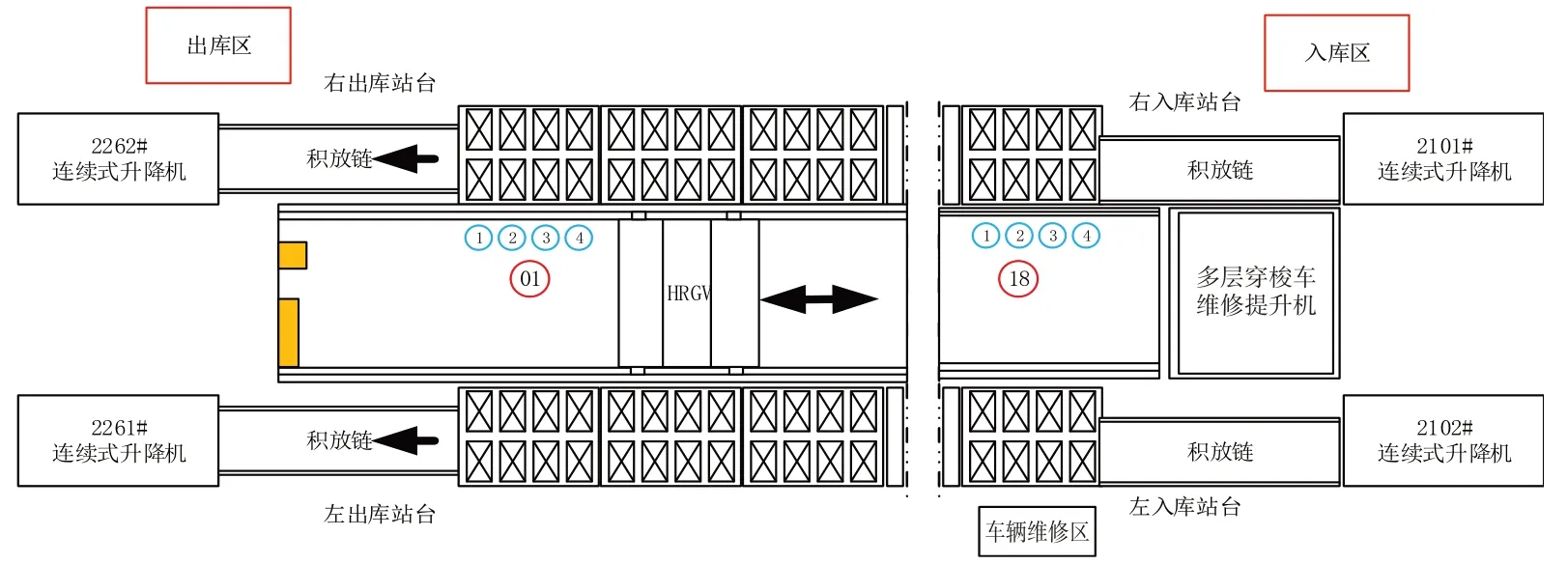
圖1 多層穿梭系統布局圖
1 折板式連續提升機結構
折板式連續提升機結構簡圖如圖2所示。數字1-11代表托盤工作流程依次為:下達件煙任務、件煙到達入庫口、定位計算、預選盤、入口托架下降、到達托架、上托盤、判斷件煙品牌是否與任務一致、查找出口、出口托架下降、出托架。這些工序中會產生6種等待浪費,分別是缺煙等待、定位等待、選盤等待、入盤等待、提升等待、出盤等待。各工序等待時間構成統計表見表1。

表1 等待時間構成表(單位:h/d)
從表1可以看出,選盤等待為2.24h/d,占比高達82%。這表明,在入口大于出口時,造成運行效率下降的主要癥結在于選盤等待浪費大。而與選盤直接相關的有兩個因素,其一是件煙排列,其二是選盤方法。
2 效率提升策略
本文以某煙草物流配送中心折板式連續提升機為例展開分析。
2.1 件煙排列布局優化
假設提升機有10層入口,其上6層每層件煙品牌混合,幾乎會囊括所有在售品牌,總的占比約30%;下4層屬于大品規件煙,每層只有1個品牌,總的占比約70%。那么件煙排列就有以下幾種情況:如圖3所示,左邊1-10代表層數,實線雙向箭頭代表每層件煙量,虛線箭頭代表下4層和上6層件煙量分布趨勢。分布1表示,上6層均勻分布,下4層遞增分布,其余分布以此類推。注意:下4層無法做到均勻分布,因為每一層表示一種件煙,而每種件煙銷量不同。它僅有兩種情況,一種遞增,一種遞減。
按照上述分布進行實驗,尋找最佳分布,也就是選盤等待時間最小的分布。實驗結果見表2。從表2可以看出,分布2-2等待用時最少,為最優排列。
2.2 選盤方法優化
折板式連續提升機選盤策略實例圖如圖4所示。由于后端訂單分揀的先后順序性,造成對提升機件煙出庫也有順序要求。

圖4 選盤策略實例圖
圖4中,當3號托盤接走112號任務,4號托盤位置已不符合113號任務,只能下滑到5號托盤接走113任務,于是中間就空了4號托盤。同時,由于順序連續性,112號和113號之間沒有可插入的任務,這就導致了空盤問題。同理,如果任務出現在10層入口,之后在1層入口,那么中間將會空出更多的托盤,從而導致提升機出庫能力迅速下降。
進一步從流程來看,作業流程圖如圖5所示。空盤產生的主要原因在于找最小任務號和之后的選盤,因為無法保證最小任務號在當前任務的上方,一旦出現在下方,必然出現空盤,那么重點任務就是通過計算各任務起點的方式以盡量規避空盤。

圖5 作業流程圖與改進思路
任務起點計算示意圖如圖6所示。

圖6 任務起點計算示意圖
(1)假設托盤之間的間距固定為K,在入口10層的上方,存在一個虛擬的出口,1層距離出口的距離為H1,2層距離出口的距離為H2,以此類推;假設托盤1為中心托盤,其實時位置可用W表示,其余托盤可以根據間距計算其位置坐標。假設各任務的起點坐標為R,R1表示第一個任務的起點坐標,第一個任務的長度用LR1表示,第一個任務所在層用HR1表示;R2表示第二個任務的起點坐標,第二個任務的長度用LR2表示,第二個任務所在層用HR2表示。
(2)當收到第一個任務時,第一個任務的起點坐標規定為:
A1目的是將任務開始向后推遲一段距離。
第二個任務起點坐標:
這里采用HR1-HR2就可以保證空盤量減少。
基于前面的討論,下一個任務的最小任務號出現在當前任務下方,一定會出現空盤。那么,當出現在下方時,根據出口方向距離假設,HR1-HR2的值一定為負數。
而R2=R1+LR1+(HR1-HR2),也就是說,當這個負數大于前面部分時,R2 (3)第i個任務起點坐標計算如下: 按此方法改進選盤策略后輔之以最優件煙排列,進行實驗檢查,實驗結果見表3。 從表3中可以看出,采用優化后的件煙排列及任務起點重新捕捉算法,將選盤等待時間減低到0.35h/d,較優化前2.24h/d,降低84.37%。 本文從折板式連續提升機出庫效率不足這一問題出發,分析了其原因在于選盤等待浪費時間過多,并提出通過優化件煙排列策略和選盤策略達到提升出庫效率的目的。結果表明,通過兩種策略的實施,選盤等待時間降幅達到84%,大大提升了折板式連續提升機的出庫效率,具有很強的實用性。后續將進一步研究選盤策略,優化文中選盤方法中的假設問題,從而擴大應用邊界。3 結語
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
數學大世界(2018年1期)2018-04-12 05:39:14
商周刊(2017年9期)2017-08-22 02:57:49
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
