提高ZJ17/ZB25聯(lián)合機組設(shè)備有效作業(yè)率
2016-05-14 20:41:39楊利
經(jīng)濟研究導(dǎo)刊 2016年6期
關(guān)鍵詞:精益管理
楊利

摘 要:設(shè)備有效作業(yè)率,是衡量企業(yè)設(shè)備管理水平高低的一項主要技術(shù)指標。據(jù)此,以烏蘭浩特卷煙廠為例對提高ZJ17/ZB25聯(lián)合機組設(shè)備有效作業(yè)率的途徑進行探索。
關(guān)鍵詞:精益管理;設(shè)備有效作業(yè)率;時間稼動率
中圖分類號:TS4 文獻標志碼:A 文章編號:1673-291X(2016)06-0167-04
前言
2015年初,國家局提出“精益管理做除法”的總要求,并指出要不斷擴大分子,縮小分母。根據(jù)這一要求,結(jié)合創(chuàng)優(yōu)對標工作,烏蘭浩特卷煙廠對工廠的設(shè)備管理工作進行了認真的分析。我們知道,設(shè)備管理的好與壞,最終都體現(xiàn)在創(chuàng)優(yōu)對標指標之一的設(shè)備有效作業(yè)率上,在分母即理論產(chǎn)量一定的情況下,要不斷擴大分子即實際產(chǎn)量的數(shù)值,才能不斷提高設(shè)備有效作業(yè)率。
一、確定項目
本項目按照紅云紅河集團精益“C++”管理模式,通過“流程梳理—識別改善源—開展改善工作—評價改進—成果鞏固與推廣”的實施路徑,開展提高ZJ17/ZB25聯(lián)合機組設(shè)備有效作業(yè)率的精益改善活動。
1.主要工具方法。PDCA工作法、A3報告、5Y-2W-2H、散點圖、樹圖、要因分析法、頭腦風暴法、Pareto圖、柱狀圖。
2.精益改善的亮點。重新設(shè)計切刀結(jié)構(gòu),改變切刀材料,通過實驗改變接紙盒調(diào)整的范圍,減少了ZJ17/ZB25聯(lián)合機組的停機次數(shù),提高了設(shè)備有效作業(yè)率。
3.經(jīng)濟效益。通過項目改善,ZJ17/ZB25聯(lián)合機組設(shè)備有效作業(yè)率提高了2.58個百分點。活動期可節(jié)約生產(chǎn)成本22.55萬元以上。
4.本項目啟發(fā)。本項目實施成功后,向其他卷接包設(shè)備推廣,產(chǎn)生更大的經(jīng)濟效益。
二、流程梳理
為全面提高設(shè)備有效作業(yè)率,我們對ZJ17/ZB25機組的有效作業(yè)率管理流程進行全面梳理,并對設(shè)備管理特點進行分析:ZJ17/ZB25機組屬中速機組,根據(jù)紅云紅河煙草(集團)有限責任公司2015年設(shè)備管理考核辦法規(guī)定,中速機組的設(shè)備有效作業(yè)率考核指標為86%,2015年工廠內(nèi)定目標值為94.2%,而2015年1—6月份工廠ZJ17/ZB25機組實際運行有效作業(yè)率平均值為93.46%,雖然高于集團考核值,但低于廠內(nèi)目標,為此小組選擇提高ZJ17/ZB25機組有效作業(yè)率為本次活動的課題。
三、識別改善源
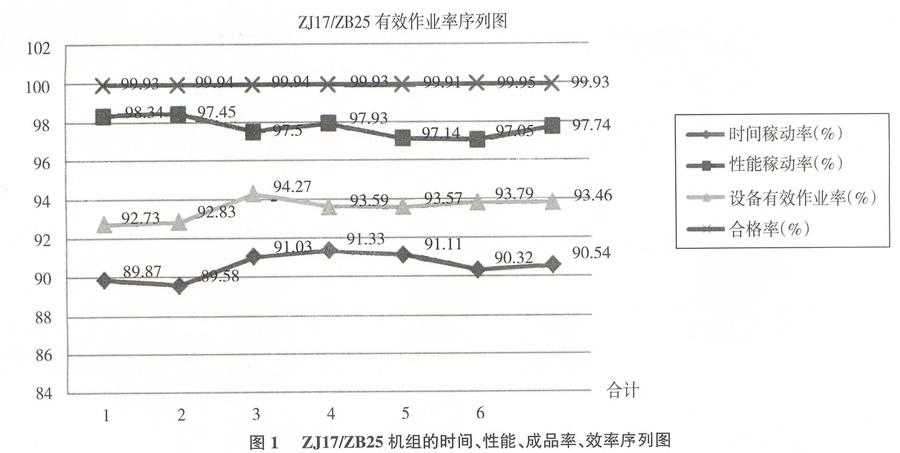
1.小組成員收集了ZJ17/ZB25機組1—6月份的各項運行指標。對2015年1—6月設(shè)備有效作業(yè)率進行統(tǒng)計分析,找出有效作業(yè)率偏低的原因,下頁圖1是設(shè)備有效作業(yè)率時間序列圖。
小組成員把ZJ17/ZB25機組1—6月份的各項運行指標、有效作業(yè)率序列圖結(jié)合下頁圖1制作成A3報告,經(jīng)過認真分析得出結(jié)論:時間稼動率偏低,波動較大,生產(chǎn)中非計劃停機的影響非常大,最終確定時間稼動率是影響工廠設(shè)備有效作業(yè)率的主要原因。
針對時間稼動率小組成員進行分層統(tǒng)計,以確定影響時間稼動率的主要原因。
2.識別ZJ17/ZB25聯(lián)合機組主要工序的停機時間。應(yīng)用5Y-2W-2H方法,從停機次數(shù)和時間入手,層層識別:停機的主要工序→主要設(shè)備→主要類型→主要部位→揭示關(guān)鍵原因(見圖2)。
從圖2可以看出,ZJ17/ZB25聯(lián)合機組的YB25小包包裝機和YB55小包透明紙包裝機的停機頻次和停機時間都高于其他工序,占總停機時間的70%,如果能降低這兩道工序的停機時間,那么整個機組的時間稼動率就會有所提升。因此,我們進一步對YB25和YB55兩個工序的停機進行分析。
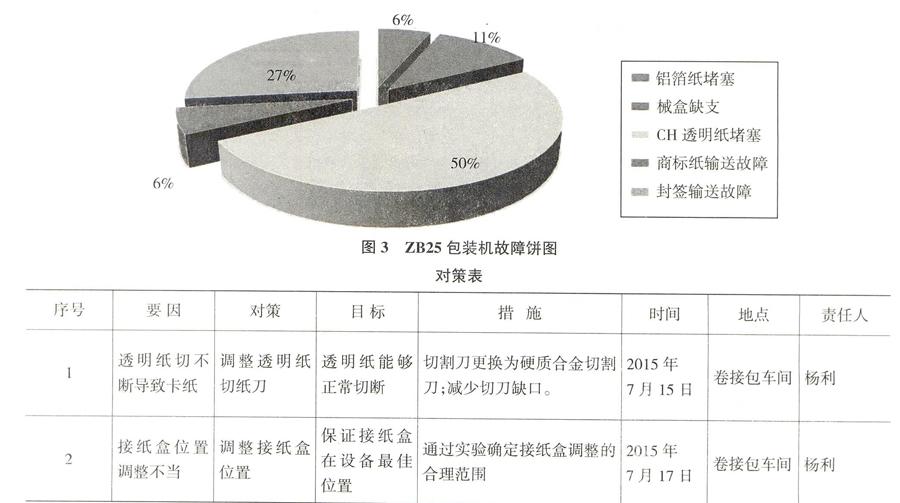
小組成員對YB25和YB55包裝機的主要故障部位進行了統(tǒng)計(見下頁圖3)。
根據(jù)下頁圖3統(tǒng)計結(jié)果可以看出,CH透明紙堵塞和封簽輸送故障是造成設(shè)備有效作業(yè)率低的主要問題。
3.ZJ17/ZB25機組有效作業(yè)率從93.46%提升到94.2%為本次活動目標。
四、開展改善工作
1.分析原因,確定主要原因
對小包透明紙堵塞和商標紙輸送故障的原因展開分析,并最終確定要因。(1)透明紙切不斷導(dǎo)致卡紙。現(xiàn)場檢查設(shè)備卡紙的原因,發(fā)現(xiàn)透明紙切不斷是導(dǎo)致透明紙卡紙的主要問題。(2)接紙盒位置調(diào)整不當。經(jīng)過現(xiàn)場測量,接紙盒在不同位置時,會出現(xiàn)封簽紙堵塞問題。
2.制定對策(見下表)
3.對策實施
實施一:改造透明紙切紙刀
首先,我們將工具鋼材質(zhì)的切割刀更換為硬質(zhì)合金切割刀,延長使用壽命。然后,減少切刀缺口,將切刀上的4個缺口減少為3個缺口。
實施二:調(diào)整封簽接紙盒位置
由于封簽故障發(fā)生的頻次比較高,小組成員進而在封簽接紙盒的限中心位置32~35mm之間調(diào)整了另外10個不同位置,記錄10個不同位置的故障頻次。根據(jù)調(diào)整測試結(jié)果,接紙盒調(diào)整的合理范圍確定為33.3±0.1mm,故障頻次可穩(wěn)定保持在較低水平。
五、評價改進
通過項目實施并運行3個月,我們收集ZJ17/ZB25聯(lián)合機組2015年8—10月份設(shè)備有效作業(yè)率與2015年1—7月(改進前)設(shè)備有效作業(yè)率進行比對,有效作業(yè)率達到了96.37%,達到了目標值。
效益分析如下:
1.經(jīng)濟效益。項目收益以項目實施后軟包產(chǎn)量和設(shè)備有效作業(yè)率為計算依據(jù),設(shè)備有效作業(yè)率從活動前的93.79%提高到活動后的96.37%,以有效作業(yè)率提升后節(jié)約的制造費用來計算節(jié)省的成本費用。
項目收益W=J×H
S為合計產(chǎn)量(2015年8—12月份軟包產(chǎn)量32 619箱);P為改進前的有效作業(yè)率(93.79%);P1為改進后的有效作業(yè)率(96.37%);J為效率提高后多產(chǎn)出的產(chǎn)量;J=S×(P1-P)=32 619箱×(96.37%~93.79%)=842箱;H為單箱制造費用(267.86元/箱);項目收益W=J×H=842箱×267.86元/箱=225 538.12元;項目實施后共節(jié)約制造費用22.55萬元。
2.社會效益。項目實施后,2015年工廠包裝機組設(shè)備有效作業(yè)率均值達到了95.85%。
六、改善項目鞏固與推廣
首先,為適應(yīng)設(shè)備的維修保養(yǎng)要求,我們將本次活動中的資料存入設(shè)備檔案(ZB25-01)。其次,把這次改善成果直接應(yīng)用到其他ZJ17/ZB25聯(lián)合機組。最后,總結(jié)這次成功改善案例的經(jīng)驗,用于提高工廠ZJ17/ZB45聯(lián)合機組的有效作業(yè)率。
參考文獻:
[1] 紅云紅河集團烏蘭浩特卷煙廠.精益管理體系建設(shè)實施細則[S].2015.
[2] 紅云紅河煙草(集團)有限責任公司2015年精益設(shè)備管理考核辦法[S].2015.
[3] 李葆文.TnPM推進務(wù)實和案例分析[M].北京:北京機械工業(yè)出版社,2007.
[責任編輯 王玉妹]
猜你喜歡
商業(yè)經(jīng)濟(2016年3期)2016-12-23 13:33:51
科學與財富(2016年18期)2016-12-22 18:51:49
中國高新技術(shù)企業(yè)(2016年31期)2016-12-22 18:29:35
中國市場(2016年31期)2016-12-19 08:05:27
合作經(jīng)濟與科技(2016年24期)2016-12-07 02:42:27
時代金融(2016年27期)2016-11-25 18:45:30
價值工程(2016年30期)2016-11-24 14:41:48
財會學習(2016年19期)2016-11-10 03:36:04
中國市場(2016年35期)2016-10-19 03:05:16