一種航天用電連接器的加工制作及偏心控制的方法探討
2019-01-10 06:57:35任龍泉黃永康
科技視界 2019年35期
關(guān)鍵詞:失效
任龍泉 黃永康


【摘 要】隨著電子技術(shù)在航空、航天和通信等各個(gè)行業(yè)的飛速發(fā)展和國(guó)產(chǎn)電子元器件技術(shù)水平的不斷提高,電連接器被廣泛應(yīng)用于各類產(chǎn)品中,它的可靠性也越來越受重視,它有著自己獨(dú)特的優(yōu)勢(shì),是其他電子元器件不可替代的。本文針對(duì)電連接器常見的失效和加工制作工藝進(jìn)行了較為詳細(xì)的闡述,并結(jié)合公司近期生產(chǎn)的J599型電連接器探索出了一種有效的控制偏心失效的加工制作方法。
【關(guān)鍵詞】電連接器;加工制作;失效;偏心控制
中圖分類號(hào): V442文獻(xiàn)標(biāo)識(shí)碼: A 文章編號(hào): 2095-2457(2019)35-0121-002
DOI:10.19694/j.cnki.issn2095-2457.2019.35.055
0 引言
電連接器作為一種基礎(chǔ)的元器件,它被廣泛應(yīng)用于各種電氣線路中,起著接通或斷開電路的作用,用于實(shí)現(xiàn)電信號(hào)的傳輸和控制。在航天系統(tǒng)工程中,成千上萬的電連接器如同人的神經(jīng)分布于各個(gè)系統(tǒng)、分系統(tǒng)和組合等單元和部件中,任何一個(gè)電連接器的失效都將導(dǎo)致整個(gè)系統(tǒng)不能正常工作。隨著系統(tǒng)中其他電子元器件可靠性水平的不斷提高,電連接器的可靠性已經(jīng)對(duì)系統(tǒng)的可靠性起到了決定性的作用。因此我們必須從設(shè)計(jì)、工藝和加工制作等各個(gè)環(huán)節(jié)來提高電連接器的可靠性。近期我公司在為某研究所設(shè)計(jì)生產(chǎn)的幾個(gè)批次的J599型電連接器組件的過程中,由于在加工制作完成后出現(xiàn)插針/插孔偏心問題,導(dǎo)致接觸不良影響產(chǎn)品的對(duì)接,最終全部報(bào)廢,給公司的經(jīng)濟(jì)和名譽(yù)上都帶來了不可估量的損失。本文就是針對(duì)該型號(hào)電連接器組件的偏心失效問題探索出了一種加工制作方法,在后期的批量生產(chǎn)中解決了該類質(zhì)量問題,達(dá)到了預(yù)期的效果。
1 電連接器的常見失效分析
電連接器失效常見的種類概況起來大致可以分為四種:接觸不良引起的失效;絕緣不良引起的失效;固定不良引起的失效;密封不良引起的失效。通過對(duì)失效的分析,我們不僅可以找出此類器件失效的原因,為提高設(shè)計(jì)可靠性和優(yōu)化生產(chǎn)工藝提供條件,還可以為制訂和完善技術(shù)規(guī)范及標(biāo)準(zhǔn)提供依據(jù)。
1.1 接觸不良引起的失效
接觸件是電連接器的核心零件,也是電連接器的導(dǎo)電部分,它的作用是將來自連接器尾部所連電纜的電信號(hào)傳遞到與其相配連接器對(duì)應(yīng)的接觸件上。接觸件必須具備合理的結(jié)構(gòu),穩(wěn)定可靠的接觸保持力和良好的導(dǎo)電性能。由于接觸件結(jié)構(gòu)設(shè)計(jì)不合理,材料選用錯(cuò)誤,機(jī)械加工尺寸超差、表面粗糙、熱處理、灌封膠接及表面處理等工藝不合理,儲(chǔ)存使用環(huán)境惡劣和操作使用不當(dāng),都會(huì)在接觸件的接觸部位和端接部位造成接觸不良。
1.2 絕緣不良引起的失效
絕緣體的作用是使接觸件保持正確的位置排列,并使接觸件與接觸件之間、接觸件與殼體之間相互絕緣。因此絕緣體必須具備優(yōu)良的電氣性能、機(jī)械性能和工藝成型性能。特別是隨著高密度、小型化電連接器的廣泛使用,有些間距達(dá)0.635mm甚至0.3mm,這對(duì)絕緣材料、注塑模具精度和成型工藝等提出了更嚴(yán)格的要求。由于絕緣體表面或內(nèi)部存在金屬多余物、表面塵埃、焊劑等污染受潮,有機(jī)材料析出物及有害氣體吸附膜與表面水膜溶合形成離子性導(dǎo)電通道,吸潮、長(zhǎng)霉、絕緣材料老化等原因,都會(huì)造成短路、漏電、擊穿、絕緣電阻低等絕緣不良現(xiàn)象。
1.3 固定不良引起的失效
殼體是電連接器的外罩,通常也為伸出的接觸件提供精確的對(duì)中和保護(hù),同時(shí)還具有在設(shè)備上安裝定位、鎖緊固定的功能。固定不良,輕者影響接觸可靠性,造成瞬間斷電,嚴(yán)重的情況下會(huì)使連接器解體,使插頭與插座之間、絕緣體與殼體之間或插針與插孔之間不正常分離,將最終造成控制系統(tǒng)電能傳輸和信號(hào)控制中斷的嚴(yán)重后果。由于設(shè)計(jì)結(jié)構(gòu)不合理,選材不可靠,成型工藝選擇不當(dāng),機(jī)加工、熱處理、模具、裝配等工藝質(zhì)量差,造成彈性零件變形斷裂,裝配不到位等都會(huì)造成固定不良。
1.4 密封不良引起的失效
航天用密封電連接器常用的方式有樹脂密封和玻璃燒結(jié)密封兩種形式。樹脂密封插座常用氣壓法進(jìn)行粗檢漏,而玻璃燒結(jié)密封插座則必須采用氦質(zhì)譜儀進(jìn)行精檢漏。由于樹脂灌封工藝質(zhì)量和玻璃燒結(jié)工藝質(zhì)量、接觸件的插配不良等原因造成殼體與接觸件界面處應(yīng)力集中,存在微裂紋、氣泡等缺陷,引起密封不良失效。
2 電連接器及其電纜加工制作的工藝方法
2.1 加工制作流程
來料檢查→下線→屏蔽端頭處理→連接器裝配→連接器灌封→線束處理與修線→電纜標(biāo)識(shí)→檢驗(yàn)
2.2 加工制作的主要工藝操作
2.2.1 來料檢查:檢查材料與零部件的外觀、數(shù)量和質(zhì)量
2.2.2 下線:按規(guī)定的長(zhǎng)度裁剪線纜并考慮一定的余量
2.2.3 屏蔽端頭處理:將電纜的外絕緣層剝除適當(dāng)?shù)拈L(zhǎng)度,屏蔽端頭挑散外翻待后序處理
2.2.4 連接器裝配:將連接器焊杯與對(duì)應(yīng)的導(dǎo)線焊接裝配
2.2.5 連接器灌封:采用環(huán)氧膠對(duì)連接器導(dǎo)線的端頭進(jìn)行密封處理
2.2.6 線束處理與修線:先把電纜的屏蔽層壓接在尾罩上,再外套帶膠熱縮套管保護(hù),最后按電纜要求的長(zhǎng)度修剪
2.2.7 電纜標(biāo)識(shí):在規(guī)定的位置按要求的方向用標(biāo)牌管標(biāo)上型號(hào)規(guī)格等相關(guān)的內(nèi)容
2.2.8 檢驗(yàn):按工藝文件規(guī)定的要求檢驗(yàn)合格即可
3 J599型電連接器的偏心控制措施
J599型電連接器的加工制作難點(diǎn)是制作過程中插針/插孔極易偏心,用環(huán)氧樹脂灌封定型后插針無法插進(jìn)插孔。它的特點(diǎn)主要有兩點(diǎn):一是它的插針/插孔與基座的間隙較大,制作過程中易發(fā)生偏心;二是它的尾罩為90°出線,焊接后需將導(dǎo)線90°成型,又因?yàn)閷?dǎo)線為綜合導(dǎo)線且單根較粗(線徑為5.0mm),成型較困難,成型的角度和尺寸不僅會(huì)影響彎頭尾罩的裝配,還會(huì)引起插針/插孔偏心。為了控制插針/插孔偏心保證加工質(zhì)量,提高合格率,同時(shí)提高生產(chǎn)效率,本人對(duì)加工中的某些關(guān)鍵工序摸索出了一套針對(duì)性的措施,有效的預(yù)防了此類質(zhì)量問題的發(fā)生。
圖1 J599型電連接器插針/插孔的外觀圖片
3.1關(guān)鍵工序加工制作的措施
(1)采用工裝對(duì)導(dǎo)線先成型后焊接,既避免了先焊接后成型焊點(diǎn)受力又提高了生產(chǎn)效率。
制作導(dǎo)線成型工裝,先將單根導(dǎo)線在預(yù)定位置90°成型,然后按規(guī)定尺寸單根修線。具體的操作過程是:先將綜合導(dǎo)線外護(hù)套剝除合適的長(zhǎng)度,挑散屏蔽層外翻到導(dǎo)線外。按照連接器主鍵位槽在上,導(dǎo)線出線與鍵位槽一致的出線方向,把導(dǎo)線按連接器孔位A、D在上B、C在下的排列,按照連接器接線關(guān)系對(duì)應(yīng)位置和導(dǎo)線顏色,用導(dǎo)線成型工裝,從外屏蔽剝除位置開始進(jìn)行 彎曲成型,并放置到成型工裝的線槽內(nèi),取出后按最短導(dǎo)線的端面進(jìn)行其他導(dǎo)線長(zhǎng)度的修剪。
圖2 導(dǎo)線成型工裝及成型效果圖片
(2)在焊接過程中,分別用定位工裝對(duì)接觸件進(jìn)行定位,讓導(dǎo)線在成型后的自然狀態(tài)下插入焊杯進(jìn)行焊接。
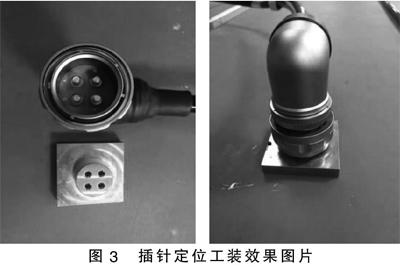
(3)在灌膠過程中,分別用定位工裝對(duì)接觸件進(jìn)行居中定位,再用DG-3S膠進(jìn)行打底,固化后在組裝彎頭尾罩時(shí),在連接螺紋處涂一圈DG-3S膠對(duì)螺紋進(jìn)行緊固密封,防止后續(xù)灌入的膠液滲透。再在連接器尾罩內(nèi)整體灌封DG-4膠液,采用硬質(zhì)膠對(duì)導(dǎo)線進(jìn)行固定,可保證接觸件穩(wěn)定居中。
圖3 插針定位工裝效果圖片
3.2 加工制作相關(guān)的技術(shù)要求
3.2.1 工裝技術(shù)
設(shè)計(jì)的工裝應(yīng)能夠保證產(chǎn)品的質(zhì)量和生產(chǎn)效率,制造容易實(shí)現(xiàn)且成本低,使用安全方便,維護(hù)簡(jiǎn)單等。設(shè)計(jì)的基本原則是:滿足使用的穩(wěn)定性和可靠性要求;滿足裝夾過程中簡(jiǎn)單與易操作;盡可能選用標(biāo)準(zhǔn)件作為組件,易損零件必須是可以快速更換的結(jié)構(gòu);盡可能的避免結(jié)構(gòu)復(fù)雜和成本昂貴。
3.2.2 灌封技術(shù)
灌封技術(shù)作為電子產(chǎn)品防護(hù)的手段之一,對(duì)電子產(chǎn)品起到了防潮、防霉、防鹽霧的作用,增加了電子產(chǎn)品在惡劣環(huán)境下的可靠性,是其他防護(hù)工藝不可代替的。電子工業(yè)中常用的灌封材料有環(huán)氧樹脂、有機(jī)硅彈性體和聚氨酯粘膠劑。其中環(huán)氧樹脂和有機(jī)硅彈性體應(yīng)用最為廣泛。我們公司通常使用的是DG-3S和DG-4兩種灌封材料。DG-3S環(huán)氧膠粘劑耐溫-60℃~150℃,膠接工藝簡(jiǎn)單、使用方便、固化快,在-5℃~0℃情況下亦可固化,具有良好的耐油、水、耐酸、堿等介質(zhì)性,膠層韌性好,膠合件應(yīng)力小。DG-4環(huán)氧膠粘劑室溫固化,可用于電子、電機(jī)、儀器儀表、汽車、機(jī)械、石油等各行各業(yè)的裝配或修復(fù)。
3.2.3電子焊接技術(shù)要求
焊點(diǎn)平整光滑,沒有焊料堆積,牢固可靠,不能有虛焊。虛焊很容易導(dǎo)致電纜組件的失效,電纜芯線較粗,焊接時(shí)需要的焊錫較多,可先對(duì)連接器的焊杯進(jìn)行搪錫,將成型后的導(dǎo)線呈自然狀態(tài)插入焊杯底部,再用適合焊杯間距的烙鐵頭加熱,將電烙鐵溫度設(shè)置在350℃,保證焊接牢靠,不產(chǎn)生虛焊。焊好后清洗連接器內(nèi)導(dǎo)體表面的焊劑,以避免對(duì)其電性能的影響。
4 結(jié)束語
沒有可靠的電連接器,就沒有可靠的航天系統(tǒng)工程。電連接器作為一種用途廣泛的元器件,它的特性涉及的不僅僅是孤立的材料或工藝,還與壓力、溫度、腐蝕、絕緣、結(jié)構(gòu)、高頻分布參數(shù)等一系列因素有關(guān),忽視其中任何一個(gè)細(xì)節(jié),都可能造成失效引發(fā)質(zhì)量問題。本文針對(duì)我公司電連接器組件生產(chǎn)中出現(xiàn)的批次性偏心失效的質(zhì)量報(bào)廢問題,提出了一套有效的解決方法,保障了后續(xù)批次的正常生產(chǎn),同時(shí)希望該加工制作方法對(duì)以后生產(chǎn)類似的電連接器組件有一定的借鑒作用。
【參考文獻(xiàn)】
[1]劉新建.電連接器電接觸可靠性分析研究,2016(11).
[2]楊?yuàn)^為.電連接器的常見失效分析,上海航天,1996(2).
[3]王玉龍.灌封工藝在電連接器尾部加固中的應(yīng)用,電子工藝技術(shù),2015(12).
[4]J3011-98航天電子電氣產(chǎn)品焊接通用技術(shù)要求.
猜你喜歡
山東工業(yè)技術(shù)(2016年24期)2017-01-12 13:15:30
中國(guó)科技博覽(2016年24期)2016-12-28 22:33:43
中國(guó)科技博覽(2016年16期)2016-09-19 20:31:00
中老年健康(2016年7期)2016-07-29 01:59:14
現(xiàn)代經(jīng)濟(jì)信息(2016年16期)2016-07-26 06:09:42
人民論壇(2016年16期)2016-07-15 10:36:27
家庭科學(xué)·新健康(2016年7期)2016-07-13 23:39:12
科技視界(2016年6期)2016-07-12 09:48:04
中國(guó)科技博覽(2016年10期)2016-04-29 04:03:16
中國(guó)科技博覽(2016年5期)2016-04-23 16:03:06