鋁合金半固態成形技術發展現狀
2024-05-19 14:36:51修磊張之榮金飛翔
科技風 2024年10期
關鍵詞:發展現狀
修磊 張之榮 金飛翔

摘?要:鋁合金半固態成形技術是一種新型的金屬成形技術,廣泛應用于航空、汽車、船舶、電子、建筑和機械等領域。本文首先介紹了鋁合金半固態成形技術的概念、分類和特點;其次,分別從成形方法、成形工藝、設備和模具等方面對其發展現狀進行了闡述;最后,對其未來發展進行了展望。
關鍵詞:鋁合金;半固態成形;發展現狀
中圖分類號:F764.3??文獻標識碼:A
Current?Development?Status
of?Aluminum?Alloy?Semisolid?Forming?Technology
Xiu?Lei?Zhang?Zhirong?Jin?Feixiang
Advanced?Manufacturing?Engineering?College?of?Hefei?University?AnhuiHefei?230601
Abstract:Aluminum?alloy?semisolid?forming?technology?is?a?new?type?of?metal?forming?technology,widely?used?in?fields?such?as?aviation,automotive,shipbuilding,electronics,construction,and?machinery.This?article?first?introduces?the?concept,classification,and?characteristics?of?semi?solid?forming?technology?for?aluminum?alloys;Then,the?current?development?status?was?elaborated?on?from?the?perspectives?of?forming?modes,forming?processes,equipment,and?molds;Finally,prospects?were?made?for?its?future?development.
Keywords:aluminum?alloy;semi?solid?forming;development?status
一、概述
近年來,隨著計算機技術和材料科學的迅速發展,鋁合金半固態成形技術逐漸成為重要研究領域,也為鋁合金成形開辟了新的途徑。鋁合金半固態成形技術是指利用形態可控的半固態合金漿料進行成形加工。在半固態狀態下,合金漿料的流動性與黏度介于液態和固態之間,具有一定的可塑性和成形性,同時又具備一定的抗變形和穩定性,可以保證成形精度和工件質量[1]。
鋁合金半固態成形技術相比于傳統的鋁合金成形技術,具有很多優點,其中最突出的是優異的力學性能和表面質量。通過半固態成形,可以獲得均勻的晶粒結構以及高密度、無氣孔、無晶界裂紋等高質量成形件,大大提高了產品的壽命和可靠性。此外,半固態成形還具有精度高、成形周期短、加工變形小、加工節能等優點,極大地節省了生產成本和加工周期[2]。在航空、汽車、船舶、電子等領域具有廣泛應用前景。在國際上,已經有不少國家和地區開展了鋁合金半固態成形技術的相關研究工作[36]。
隨著技術的不斷發展,鋁合金半固態成形技術也在不斷創新和完善,成為鋁合金成形技術的焦點之一。本文將介紹鋁合金半固態成形技術的發展現狀,并展望其未來的發展方向。
二、鋁合金半固態成形技術的發展現狀
(一)成形方法
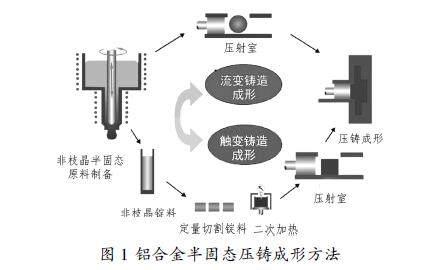
根據成形方式的不同,鋁合金半固態成形技術可分為壓鑄成形和擠壓成形兩種。壓鑄成形是將鋁合金半固態材料通過壓鑄機注入模具中,在模具內同時進行加熱和加壓,使其成形為所需形狀,鋁合金半固態壓鑄成形方法如圖1所示。擠壓成形則是將鋁合金半固態材料在加熱后通過軸向加壓擠壓成形,成形過程主要是由變形工藝控制[7],半固態擠壓成形如圖2所示。
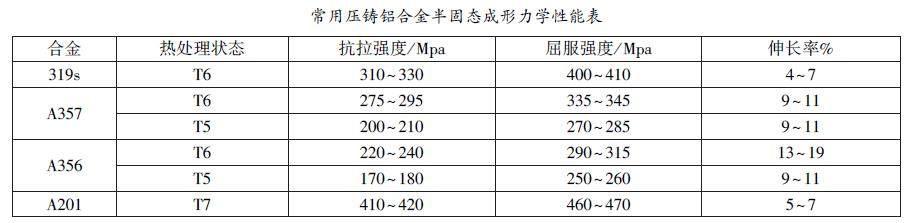
目前,國內外對這兩種成形模式進行了大量的研究和發展,出現了許多創新的成形方法。例如,經過優化改良的壓鑄成形和擠壓成形技術,可以實現更高的成形精度和更高的生產效率[89]。比如,參考文獻[10]中提出半固態多腔擠壓鑄造工藝,能夠提高產品的力學性能。張泉達等[11]提出電磁攪拌輔助流變擠壓鑄造工藝,在電磁攪拌作用下半固態初生相顆粒發生顯著細化,然后通過擠壓鑄造加工出的產品具有優異的力學性能。常用壓鑄鋁合金半固態成形力學性能如下表所示。
(二)成形工藝
隨著鋁合金半固態成形技術的不斷發展,成形工藝也在不斷創新和完善。傳統的成形工藝主要包括壓鑄成形和擠壓成形兩種。隨著鋁合金半固態成形技術的發展,在傳統工藝的基礎上發展出了半固態流變成形工藝技術[12]、超聲振動輔助半固態成形技術[13]、反擠壓半固態成形技術[14]、氣流攪拌鋁合金半固態成形技術[15]等新型成形工藝。這些工藝的出現,不僅提高了成形效率和加工質量,還使得半固態成形技術具有更廣泛的應用前景。
(三)設備
鋁合金半固態成形技術需要的設備主要包括壓鑄機、擠壓機、熱處理爐、數控機床、半固態制漿設備等。隨著技術的不斷發展,常規的成形設備和工具逐漸被先進的設備和工具所取代。
例如,采用先進的超聲振動輔助成形裝置,具備高精度、高速成形、高可靠性的特點[13];采用先進的數控機床,可以實現多工位生產和自動化生產等。這些新型設備不僅提高了成形效率和加工精度,還使半固態成形技術更具普適性,并為其在廣泛的產業領域中的應用奠定了基礎。
(四)模具
鋁合金半固態成形模具是實現高質量鋁合金零件成形的關鍵,高品質模具的使用可以大大提高零件的成形效率和質量。隨著模具技術的不斷發展,出現了先進的三維打印、快速切削、電火花加工等技術,在模具的制造和設計方面實現了重大突破[1516]。
根據成形模式的不同,半固態成形模具也各具特點。例如,壓鑄成形模具要求有獨特的液態金屬流動通道,而擠壓成形模具則要求具有特殊的換向機構。這些模具設計和制造的創新性和特殊性,不僅提高了成形工藝的精度和效率,還開辟了更廣闊的應用領域,為鋁合金半固態成形技術的發展注入了新的動力。
三、鋁合金半固態成形技術應用
鋁合金半固態成形技術已被廣泛應用于通信基站散熱器、腔體濾波器、汽車關鍵零部件的制造中。
(一)半固態成形技術在通信設備制造中的應用
隨著無線通信技術的發展,5G通信技術逐漸發展成熟,5G通信設備不斷向著小型化、輕量化的方向發展,這就要求5G通信設備的體積需要做得盡可能小,重量盡可能輕。同時5G通信為了保證足夠遠的傳輸距離,需要提高設備的發射功率,使得單位體積上的熱耗越來越大,這對5G通信設備的散熱性能也提出了很高要求。
鋁合金5G通信設備在傳統液態壓鑄成形過程中,由于合金熔體通常以枝狀晶組織形式凝固,流動性就會由于先凝固的固相所形成的網架結構而降低,在鑄件組織中往往會形成粗大的枝狀晶組織,并伴生有大量的縮松、縮孔等缺陷,影響到產品的導熱性。而在半固態壓鑄過程中,由于半固態合金漿料的澆注溫度控制在固液兩相區內,漿料中的固相以近球狀的非枝晶組織形式懸浮在液相基體中,使熔體具有良好的流動性,可以制作壁厚較薄的零件,同時在一定強度攪拌的作用下漿料分布均勻,以細小的非枝晶、近球狀的顯微組織凝固;在漿料充型過程中,半固態金屬的流動屬于層流,避免了氣體的卷入,且由于澆注溫度處于固液兩相區,顯著降低了鑄件內部的氣孔含量,使鑄件組織致密。
(二)半固態成形技術在汽車零部件制造中的應用
隨著人們對節能減排以及環境保護意識的增加,新能源汽車風靡全球,越來越受到人們的青睞。高質輕量的零部件一直是新能源汽車制造廠商的目標,半固態成形技術是制造高性能、高質量、長壽命鋁合金汽車零部件的主要方式。
(三)半固態成形技術在電子元器件制造中的應用
使用半固體成形技術制造的產品具有良好的散熱性能和較高的抗熱裂紋能力,可以用來制造微型化的封裝結構,這些結構不僅體積小,而且具有良好的熱管理和電學性能,對于提高集成電路的性能和穩定性非常有幫助。
四、鋁合金半固態成形技術發展趨勢
鋁合金半固態成形技術在成形方法、成形工藝、設備和模具等方面的技術不斷升級,這也為鋁合金半固態成形技術在工業制造中的應用提供了有力保障。下面,將從以下幾個方面展望其未來的發展方向。
(一)強調多學科交叉創新發展模式,不斷提高技術的精度和效率
鋁合金半固態成形技術是一項涉及材料科學、機械制造、自動控制等多學科領域的高科技產業。未來應在技術和人才培養、研發和創新投入上強調多學科的交叉融合與發展模式,不斷提高成形精度和效率,創造更高的經濟效益。
(二)加快數字化技術的應用,推動成形工藝的數字化、智能化及信息化
數字化技術的應用,可以實現對成形工藝流程、參數、質量等信息的數字化、智能化及信息化處理,進一步提高制造效率和產品質量,從而促進鋁合金半固態成形技術應用的深入和拓展。
(三)不斷拓展新領域,拓寬應用范圍
未來,鋁合金半固態成形技術應積極拓展新領域和新應用方向。例如,鋁合金半固態成形技術結合先進的數控技術應用于高鐵、飛機、無人機、新能源汽車等輕量化制造領域,其應用前景更廣。
結語
鋁合金半固態成形技術是一種先進的鋁合金成形技術,具有優異的力學性能和表面質量,在成形方法、成形工藝、設備和模具等方面的技術不斷升級和完善,為其在工業制造中的應用提供了有力保障。未來,鋁合金半固態成形技術應在強調多學科交叉創新發展模式、加快數字化技術的應用、拓寬新領域的基礎上,持續推進其發展,為制造業發展注入新的活力和動力。
參考文獻:
[1]潘帥,付瑩,王玉,等.鋁合金半固態成形技術研究進展[J].稀有金屬材料與工程,2022,51(8):31103120.
[2]李干,屈文英,羅敏,等.鋁合金與鎂合金半固態成形技術研究進展:當前中國的發展現狀,機遇與挑戰[J].中國有色金屬學報:英文版,2021,31(11):32553280.
[3]Natori?K,Utsunomiya?H,Tanaka?T.Forming?of?thinwalled?cylindrical?cup?by?impact?backward?extrusion?of?AlSi?alloys?processed?by?semisolid?cast?and?ECAP[J].Journal?of?Materials?Processing?Technology,2021(1):117277.
[4]Schomer?L,Liewald?M.Structural?Characteristics?of?MetalCeramic?Interpenetrating?Phase?Composites?Manufactured?by?Using?SemiSolid?Forming?Technology[C]//International?conference?on?semisolid?processing?of?alloys?and?composites.2018.
[5]Pouyafar?V,Javdani,et?al.Blended?powder?semisolid?forming?of?Al7075/Al2O3?composites:Investigation?of?microstructure?and?mechanical?properties[J].Materials?&?design,2016,109(5):5767.
[6]Schomer?L,Liewald?M.Design?of?SemiSolid?Forming?Tools?for?Producing?MetalCeramic?Interpenetrating?Phase?Composites[J].Procedia?Manufacturing,2020,47:10041009.
[7]趙大志.鋁合金半固態擠壓成形工藝及理論研究[D].東北大學,2009.
[8]Weimin?M,Daping?Z.Rheosqueeze?casting?of?semisolid?A356?aluminum?alloy?slurry[C]//International?Conference?on?Semisolid?Processing?of?Alloy?&?Composites.2010.
[9]肖寒,陳澤邦,陸常翁,等.半固態擠壓鑄造ZCuSn10銅合金的組織演變[J].?材料熱處理學報,2015,?36(12):3743.
[10]Guo?Y,Wang?Y,Zhao?S.Experimental?Investigation?and?Optimization?of?the?Semisolid?Multicavity?Squeeze?Casting?Process?for?Wrought?Aluminum?Alloy?Scroll[J].Materials,2020,13(22):5278.
[11]張泉達,黃玉川,孫福臻,等.電磁攪拌輔助流變擠壓鑄造Mg6Gd3Y鎂合金的顯微觀組織和力學性能[J].中國有色金屬學報,2023,33(07):20432055.
[12]徐春杰,路瑤涵,馬東,等.鎂合金半固態流變成形技術的發展與應用[J].鑄造技術,2021,42(7):625630+646.
[13]任慶偉.超聲振動輔助介觀尺度半固態金屬成形機理和實驗研究[D].浙江大學,2016.
[14]陳磊,肖寒,張雄超,等.銅合金半固態反擠壓成形組織演變及偏析行為[J].中國有色金屬學報,2022,32(12):37183728.
[15]徐佳,吳國華,劉文才,等.氣流攪拌法制備鋁鎂合金半固態漿料的研究現狀[J].輕合金加工技術,2013,41(10):1824.
[16]Choi?H?H,Kim?E?H,Park?H?Y,et?al.Application?of?dual?coating?process?and?3D?printing?technology?in?sand?mold?fabrication[J].Surface?and?Coatings?Technology,2017,332:522526.
[17]Sama?S?R,Wang?J,Manogharan?G.Nonconventional?mold?design?for?metal?casting?using?3D?sandprinting[J].Journal?of?Manufacturing?Processes,2018,34(8):765775.
基金項目:安徽省重點研究與開發計劃項目(2022a?05020043);安徽省古建筑智能感知與高維建模國際聯合研究中心開放基金(GJZZX2024KF01)
作者簡介:修磊(1984—?),男,安徽亳州人,博士,副教授,從事材料先進成形技術研究工作。
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 19:05:57
中國科技博覽(2016年19期)2016-10-19 13:51:05
中國科技博覽(2016年19期)2016-10-19 13:29:00
中國科技博覽(2016年18期)2016-10-19 11:35:03
中國科技博覽(2016年18期)2016-10-19 09:20:36
中國市場(2016年36期)2016-10-19 04:06:52
中國市場(2016年33期)2016-10-18 13:06:04
科技視界(2016年21期)2016-10-17 18:44:27
現代園藝(2016年17期)2016-10-17 07:24:22
科學與財富(2016年28期)2016-10-14 18:40:58