空調(diào)管路加工計算機程序及彎曲加工裝置
2016-10-21 16:57:26張喜峰黃偉平武化勇王輝
科技創(chuàng)新與應(yīng)用 2016年8期
關(guān)鍵詞:研究分析
張喜峰 黃偉平 武化勇 王輝
摘 要:空調(diào)系統(tǒng)彎管展開尺寸計算與加工是件非常麻煩的工作,文章介紹的一種計算機彎管展開尺寸計算程序及彎曲加工裝置,能夠快速解決管路的計算和加工問題。
關(guān)鍵詞:管路彎曲;管路加工程序;研究分析
1 概述
空調(diào)系統(tǒng)制冷管路必須要進行彎曲加工,一是為了將其分布在有限的空間內(nèi),二是用合理的彎曲進行減震,保護系統(tǒng)正常穩(wěn)定的運行,降低噪音,防止因管路振動過大引起管路斷裂,造成系統(tǒng)泄露。
管路加工從直管下料到成形需要進行長度計算,彎曲加工等。彎曲定位點依靠人工計算是件比較麻煩的工作。文章介紹一種使用Visual Basic編寫的使管路計算、加工方便快捷的計算機輔助計算程序以及配套使用的管路彎曲加工裝置。
2 計算機程序
2.1 彎曲模型
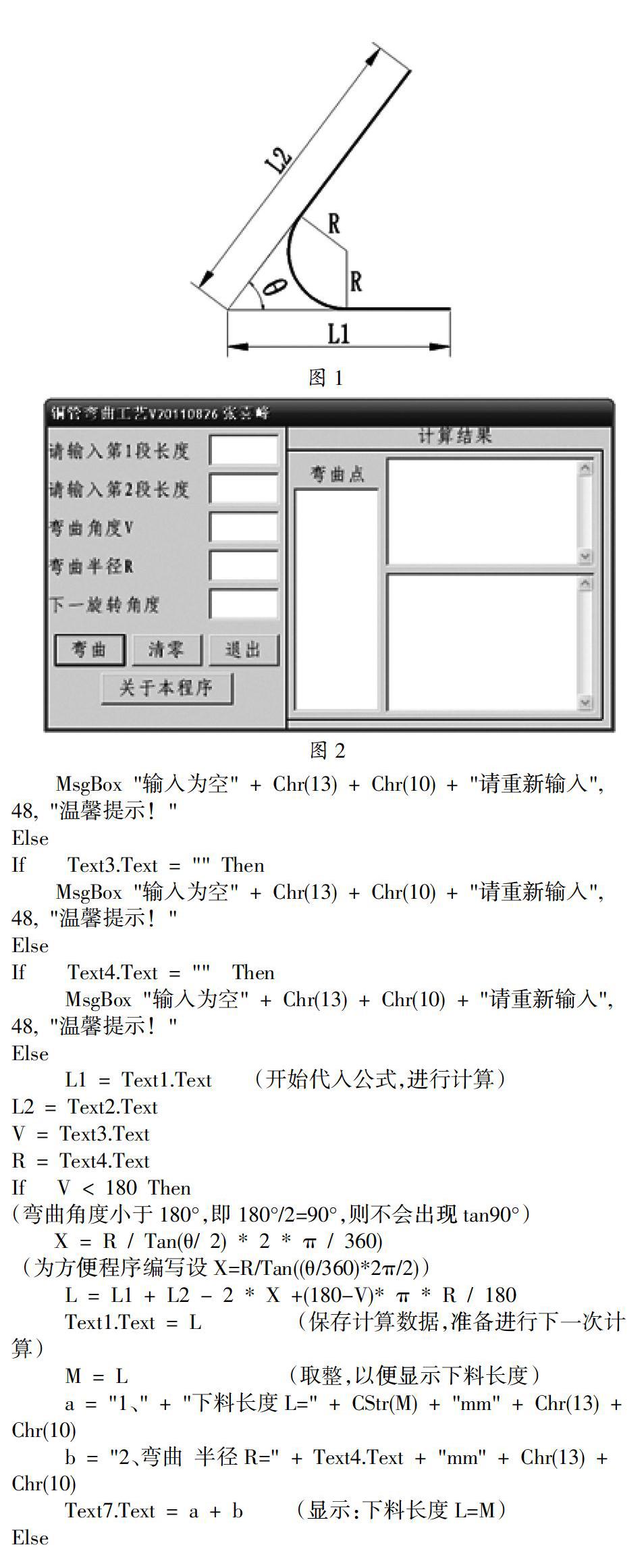
如圖1所示,此模型是一根管路只彎曲一次后的形狀模型,其中:
(1)管路彎曲半徑為R;
(2)角度?茲為管路彎曲后兩條邊的夾角,也就是說,管路的彎曲角度為(180°-?茲);
2.2 彎曲程序
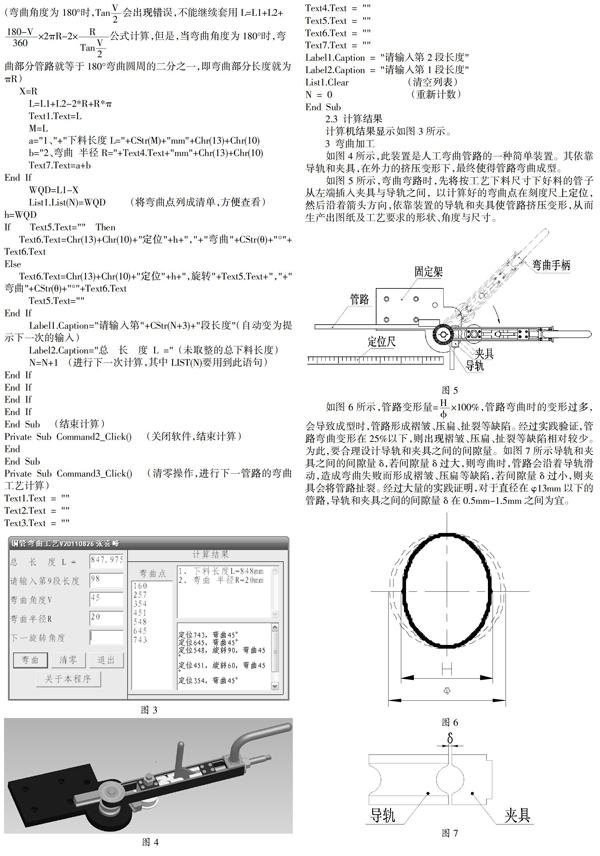
用Visual Basic軟件編寫的彎管工藝計算程序界面如圖2所示。
使用時按提示在第一個輸入框內(nèi)輸入第一段管路彎曲長度L1,在第二框內(nèi)輸入第二段管路彎曲長度 L2,在角度輸入框內(nèi)輸入彎曲角度V(V等于180°-θ),在彎曲半徑輸入框內(nèi)輸入彎曲半徑R,然后按彎曲按鈕或者直接回車就可以計算此根管路的總長度L以及實際彎曲生產(chǎn)時的彎曲點。以彎管程序計算出的下料長度的管路在工裝上以彎曲點進行彎曲定位,彎曲后就可以得到設(shè)計圖紙所要求的尺寸及形狀。
3 彎曲加工
如圖4所示,此裝置是人工彎曲管路的一種簡單裝置。其依靠導(dǎo)軌和夾具,在外力的擠壓變形下,最終使得管路彎曲成型。
如圖5所示,彎曲彎路時,先將按工藝下料尺寸下好料的管子從左端插入夾具與導(dǎo)軌之間,以計算好的彎曲點在刻度尺上定位,然后沿著箭頭方向,依靠裝置的導(dǎo)軌和夾具使管路擠壓變形,從而生產(chǎn)出圖紙及工藝要求的形狀、角度與尺寸。
4 結(jié)束語
采用以上計算機程序和彎曲加工裝置,大大減少了人工計算強度,提高計算精度,方便加工,滿足日常生產(chǎn)需求。上述管路彎曲程序在實際管路系統(tǒng)生產(chǎn)中正式被使用,其大大節(jié)省了人力、物力、財力的消耗,節(jié)約了成本。
參考文獻
[1]王棟.Visual Basic程序設(shè)計實用教程(第二版)[M].清華大學(xué)出版社.
作者簡介:張喜峰 (1983-),男,本科,學(xué)士,助理工程師,工作單位:陜西長嶺電子科技有限責(zé)任公司,研究方向:機械設(shè)計。
猜你喜歡
農(nóng)業(yè)與技術(shù)(2016年19期)2016-12-12 02:22:00
現(xiàn)代營銷·學(xué)苑版(2016年9期)2016-12-08 01:33:13
新教育時代·教師版(2016年29期)2016-12-05 07:58:32
都市家教·下半月(2016年10期)2016-11-30 23:35:34
中外醫(yī)學(xué)研究(2016年26期)2016-11-30 04:29:00
讀與寫·上旬刊(2016年10期)2016-11-25 15:55:49
科學(xué)與財富(2016年15期)2016-11-24 14:50:24
商情(2016年39期)2016-11-21 10:06:08
數(shù)字技術(shù)與應(yīng)用(2016年9期)2016-11-09 00:10:15
中國科技博覽(2016年18期)2016-10-19 08:20:00
