基于典型工作任務的中職數控專業校本教材開發研究
2017-03-29 17:12許清海
中國教育技術裝備 2017年1期
許清海

摘 要 根據學校的客觀條件和企業的深入調研,基于典型工作任務的先進理念,開發數控專業的校本教材。以《數控銑床加工技術與項目實訓》校本教材為例,闡述典型工作任務的相關理論和校本教材開發編寫的探究和實踐。
關鍵詞 典型工作任務;中職;數控專業;校本教材
中圖分類號:G712 文獻標識碼:B
文章編號:1671-489X(2017)01-0050-04
1 引言
“十三五”期間,晉江安海職業中專學校成為福建省示范性現代職業院校建設工程培育院校54所中的1所。加工制造專業群是學校的重點專業群,數控技術應用專業又是加工制造專業群的品牌專業,因此,加強數控專業的內涵建設是重中之重。深入調研行業需求,建構課程體系,制定課程標準,組織校本教材開發,是現階段專業建設的重要任務。本文以數控技術應用專業《數控銑床加工技術與項目實訓》的校本教材開發為例,介紹校本教材開發的理念和做法。
2 典型工作任務概述
以往的教材以學科知識結構為體系,側重知識的結構,注重知識的儲備,沒有明確提出在實際工作中的應用,學生學完后還要很長的一段時間去適應生產的需要。而基于典型工作任務、工作過程的課程結構系統,更符合人的思維和實際工作過程,更有利于知識的遷移和應用。
典型工作任務理論源自于德國,在實踐中被各國廣為應用。典型工作任務是用完整的、有代表性的職業行動描述一個職業的具體工作領域,也稱為職業行動領域。典型工作任務是工作過程中結構完整的綜合性工作任務,體現了本職業典型的工作內容和工作方式,在完成典型工作任務的活動中也促進了職業能力的發展。
典型工作任務未必是實際生產過程中出現次數最多的崗位工作任務,而是各項能力要求較高的綜合性、代表性任務,是由優秀教師和杰出員工、資深車間主任、中層領導等實踐專家組成典型工作任務的工作小組,共同確定、歸納提煉而成的。描述典型工作任務具體包括“工作與經營過程”“工作對象”“工具”“工作方法”“勞動組織”和“對工作的要求”。
通過深入的企業調研,根據行業和企業的實際要求,提煉出數控技術應用專業典型工作任務群(職業行動領域群),即簡單零件手工制作、普通機床零件加工、數控機床零件加工、零件檢驗與質量控制、生產計劃與組織、較復雜裝配件制作等,包括了有覆蓋性和職業針對性的典型工作和典型工作任務,從簡單到復雜,符合職業成長規律和企業實際。依據該職業行動領域開發出的學習領域和學習情境,所培養出的數控人才肯定會受到企業的歡迎。
3 數控銑床操作工的工作任務、職業能力、相關知識分析
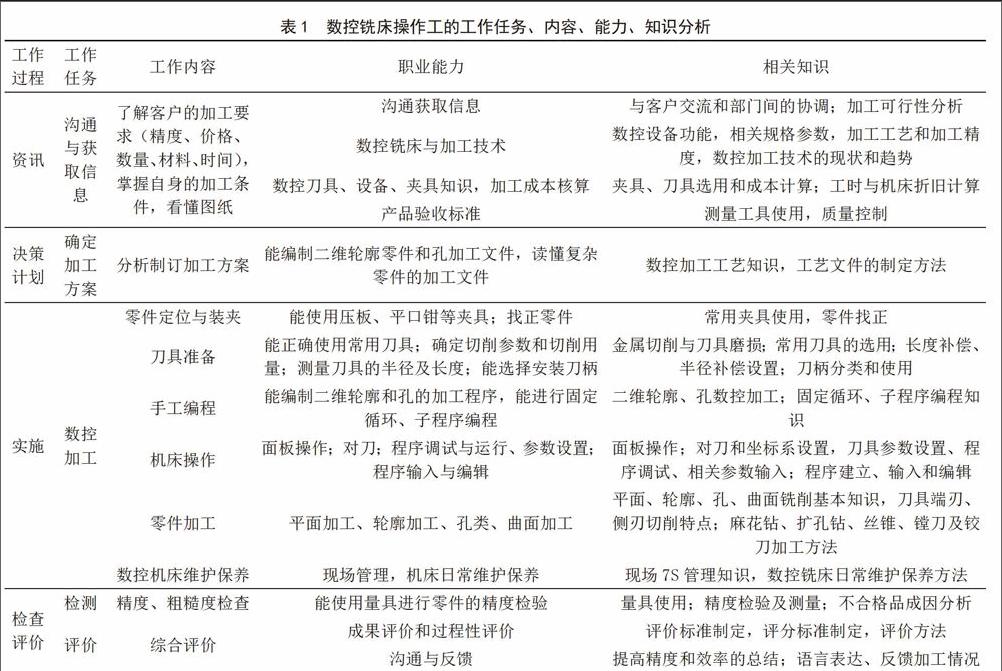
通過對泉州晉江和廈門地區的企業調研,形成人才培養和崗位需求分析報告,發現中專畢業生最主要的工作崗位是數控車床、數控銑床(加工中心)操作工。本文以數控銑床操作工為例,對企業優秀的數控銑床操作工、中層領導、企業高管進行訪談、問卷調查、實地考察等多種方式的調研,以工作過程的資訊、決策、計劃、實施、檢查、評價等六步驟歸納出數控銑床操作工的工作任務、內容、職業能力、相關知識分析(表1)。
對工作任務通過歸納提煉,選出具有完整結構和代表性的典型工作任務,將其歸納為行動領域,再轉換為學習領域,最后演繹成學習情境。
4 課程學習情境設計
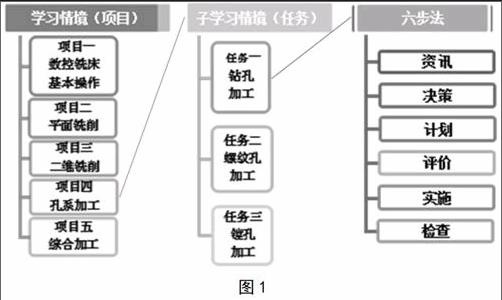
設計學習情境從簡單到復雜、從單一到綜合。數控銑床加工技術與項目實訓課程共制定5個學習情境(項目):分別是項目一,數控銑床基本操作(基礎模塊);項目二,平面銑削;項目三,二維銑削;項目四,孔系加工(項目二三四為能力模塊);項目五,綜合加工(綜合模塊)。在每個學習情境(項目)中又細分出幾個子學習情境(任務)。如圖1所示,孔系加工中細分出:子情境任務一,鉆孔加工;子情境任務二:螺紋孔加工;子情境任務三,鏜孔加工。在每個子情境(任務)中的教學中都采用了六步法。
現以學習情境四(項目四)“孔系加工”中的子情境任務一“鉆孔加工”為例,說明子情境任務的設計。
學習情境:孔系加工。課時:20課時。
子情境任務一:鉆孔加工。課時:6課時。
一、資訊。
了解客戶的加工要求和圖紙要求(表2)。
二、決策。
對完成任務的多個方案進行分析,選定最佳方案。了解常用孔加工方法的加工特點和經濟精度, 確定裝夾方法、刀具種類與大小、所需的量具。本任務保證中心距,減少鉆孔軸線偏移,需先鉆中心孔;保證?10H7孔的加工精度,采用先鉆后鉸、先粗鉸后精鉸的加工工藝。
三、計劃。
制訂詳盡的計劃步驟(表3、表4)。書寫加工程序清單。
四、實施。
按計劃實施,完成加工任務。針對學生都不懂的地方,教師統一講解,個別學生單獨輔導,教學的內容取決于學生之前對該部分的掌握情況。
五、檢查。
1)孔間距35±0.02精度要求高,可使用以下檢測方法。
①在孔口去毛刺后,用精度0.01的數顯孔距卡尺直接測量。
②在孔中安裝塞規,使用外徑千分尺先測出兩塞規的最大距離L,再測出兩塞規直徑尺寸D1和D2,孔距Lx可間接求出:
Lx=L-(D1 +D2)/2
2)孔徑的尺寸精度要求較高,可使用以下檢測方法。
①檢測時用?10H7的孔用光滑極限量規,通端能通、止端能止為合格。
②三爪內徑千分尺測出其孔徑是否在公差范圍內。
表5為工件檢測表。
六、評價。
對完成的任務進行評價,教師總結重難點。評價包括評價標準、評分標準和分值,一般由學生自評、學生互評、教師評價等部分組成。針對孔加工的完成質量,需要借助量具進行尺寸和表面粗糙度逐項檢查,進行成果性評價(即工件檢測表),占總評價的60%。由于它只是反映學生的專業能力,沒有考核學生的社會能力和方法能力,因此要在總評價中加入過程性的評價,即工作方法、職業態度和團結協作的評價,該部分占總評價的40%。表6為學生綜合評價表。
教學方法建議:項目教學法、案例教學法、比較法、頭腦風暴法、分析法、講授法、演示法、仿真教學法、歸納法、行動導向法。
教學工具建議:上海宇龍仿真軟件、課件、視頻、刀具實物、實習指導書、機械加工工藝手冊、數控系統編程說明書、網上精品課程。
孔加工的學習情境中除了設置子情境任務一“鉆孔加工”之外,還設置子情境任務二“螺紋加工”、子情境任務三“鏜孔加工”。這三個子情境任務結構相似,方法一樣,但學習訓練內容逐步遞進。學生在學習專業知識的同時,也不斷積累了實踐經驗和技巧,提高了專業能力、社會能力和方法能力。其他項目參照孔加工來編寫。
5 結束語
和以前使用的教材相比,基于工作過程和典型工作任務的課程開發,通過分析、整理、提煉典型職業活動的工作過程,依循從易到難的工作任務設置由淺入深的子情境任務,通過多個子情境任務的學習,完整地掌握了典型工作中所需的職業能力。在子情境任務中通過六步法組織教學,做到教學做評合一,實現理實一體化和工學結合,全面地掌握工作過程的技能和思維能力。
通過《數控銑床加工技術與項目實訓》校本教材的編寫,在實踐中不斷地探索和完善,為晉江安海職業中專學校校本教材開發提供了成功的范例。筆者認為,基于工作過程和典型工作任務的專業校本教材開發將成為我國職業教育教材開發的一種新趨勢。
參考文獻
[1]周虹.以工作過程為導向,設計數控技術專業課程方案[J].科技信息:科學·教研,2008(1):198-200.
猜你喜歡
職業·中旬(2016年9期)2016-12-22
中國市場(2016年31期)2016-12-19
啟迪與智慧·教育版(2016年9期)2016-11-26
職業(2016年11期)2016-11-23
散文百家(2014年11期)2014-08-21
教育與職業(2014年10期)2014-04-17
河南科技(2014年11期)2014-02-27
職業教育研究(2011年6期)2011-03-25
