淺析影響基地鋼軌焊接的幾點因素
2017-04-20 00:37:33陳龍
科技視界 2017年1期
關鍵詞:影響因素
陳龍


【摘 要】進入21世紀,鐵路發展開啟了新的征程,尤其是高速鐵路成為了未來鐵路發展的主流。對于基地鋼軌焊接,其工藝質量的穩定性決定了鋼軌鋪設到線路上客貨車運行的平穩性及安全性。同時,對于影響鋼軌焊接的因素分析成為重要的環節,并為下一步制定對策提供技術支持。
【關鍵詞】鋼軌焊接;影響因素;原因分析
0 引言
目前,在我國鋼軌無縫焊接領域,主要分為基地鋼軌焊接和現場焊接兩種方式。基地鋼軌焊接是將鋼廠生產的100m素軌通過各工序的密切配合,最終焊接成500m成品的生產過程。現場焊接則將500m鋼軌通過移動式焊軌車焊接,并通過箱式正火車進行熱處理從而形成無縫線路。
1 基本工序
2 鋼軌母材
截止目前,桑梓店焊軌基地使用鋼軌廠家為四家,分別是攀鋼、鞍鋼、包鋼、武鋼。
2.1 鋼軌生產廠家生產能力
1)攀鋼,有兩條生產線;可以生產在線熱處理鋼軌,各種軌型的鋼軌和道岔鋼軌;
2)鞍鋼,一條萬能生產線;可以生產各種軌型的鋼軌和部分道岔鋼軌;
3)包鋼,有兩條生產線;可以生產各種軌型的鋼軌和部分道岔鋼軌;
4)武鋼,一條萬能生產線;可以生產50,60kg/m鋼軌。
2.2 國內鋼軌的質量現狀(中國鐵道科學研究院數據,共進行鋼軌批量檢驗24次,每個鋼廠各6次)
1)攀鋼外觀質量,6次平直度共抽檢100支,不合格0支;6次扭曲共抽檢鋼軌62支,不合格0支。存在實際廓形與理論廓形相比軌角處略寬的情況。
2)鞍鋼外觀質量,1次實驗室檢驗鋼軌高度超標。6次檢驗共抽檢鋼軌109支,平直度不合格6支,占抽檢數量的5.5%;抽檢扭曲94支,不合格1支,占抽檢數量的1.1%。
3)包鋼外觀質量,6次檢驗共抽檢平直度111支,平直度不合格2支,占抽檢數量的1.8%;抽檢扭曲35支,不合格0支。存在實際廓形與理論廓形相比軌角處略寬的情況。
4)武鋼外觀質量,6次檢驗共抽檢鋼軌平直度113支,不合格1支,占抽檢數量的0.9%;扭曲116支,不合格0支。[1]
3 除銹質量
現在桑梓店焊軌基地在一線、二線分別應用CKJ-2500、CKD-1580除銹機。下面針對除銹質量影響鋼軌焊接的因素進行分析。
3.1 CKJ-2500、CKD-1580除銹機各自的優勢
1)CKJ-2500:恒壓力的軌底軌頂砂帶擺動除銹機構,只要10秒鐘除銹面就露出均勻的金屬光澤;高效能的水平和垂直方向電液比例施力校直系統,能方便操縱變化校直施力的大小;易操作的校直支點間距離的切換機構,通過液壓缸作用可手動或自動進行切換。
2)CKD-1580:雙向的端面除銹砂輪機構,兩個砂輪可對鋼軌左右端面進行除銹;恒壓力的軌端踏面底面砂帶擺動除銹機構,除銹一次周期8-12秒左右除銹面就能夠露出均勻的金屬光澤;可靠的計算機控制系統,對整機的各系統進行數據處理和協調監控。
3.2 CKJ-2500除銹機常見的弊端
1)鋼軌端面使用鋼絲刷通過自身的圓周運動及上下運動,完成對端面的除銹,但其對端面鋼軌地平直度要求較高,鋼軌平直度較差時,除銹效果不理想。
2)鋼軌端部踏面及底面利用砂帶進行除銹,對鋼軌扭曲、翹頭等尺寸和形態誤差無適應功能。
鋼軌進行焊接前,如果除銹質量達不到要求時,應退回除銹工位進行再次處理,否則會造成電擊灼傷,影響導電性。
3.3 CKD-1580除銹機的改造升級
1)鋼軌端面碗形砂輪除銹主要去除露天存放時鋼軌端面產生的氧化物及黏附的顆粒雜質,標簽紙及膠水。作業時,基礎平臺通過位置控制運行至端面除銹工位(依靠紅外線對鋼軌端面進行定位)。
2)軌端踏面和底面的焊接電極接觸面擺臂千葉輪磨頭除銹,如圖2即作業時,鋼軌進入除銹工位后,由夾具對鋼軌進行垂直夾緊。隨后旋轉的上下擺臂千葉輪除銹磨頭在氣缸驅動下平穩接近鋼軌同時進行往復打磨運動。在打磨除銹過程中,砂輪與鋼軌之間保持一個恒定的正壓力,由于采用了氣動驅動所以可以保持一個恒定的正壓力。
4 工藝參數
我國目前可以進行鐵路鋼軌生產的主要鋼鐵企業有攀鋼、鞍鋼、包鋼、武鋼,均能提供國內鋼軌生產的U71Mn、U75V兩種主要鋼種。U71Mn鋼軌使用時間最長,強度等級880MPa,有較好的韌性、塑性,焊接性能較強;U75V鋼軌,強度等級為980MPa,有較好的耐磨性、抗疲勞性。以下進行包鋼U71Mn與U75V鋼軌焊接工藝參數的調試比較
4.1 鋼軌化學成分及可焊性分析比較
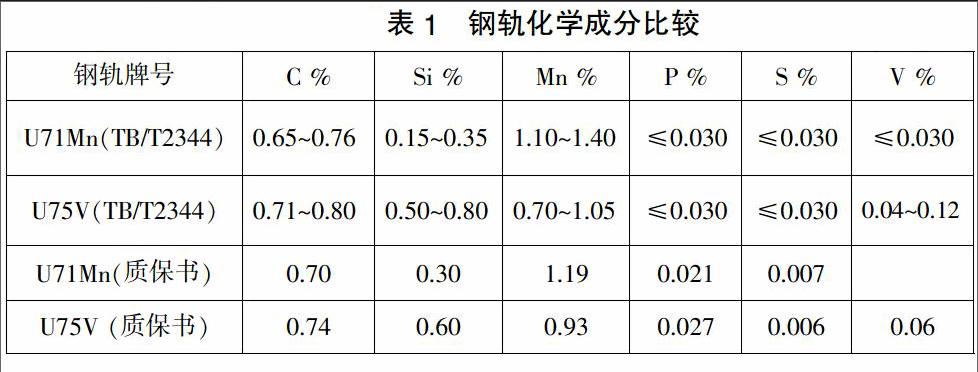
選用包鋼的兩種鋼軌進行可焊性分析比較,鋼軌質保書中化學成分同鋼軌訂貨技術條件具體比較見表1:
表1 鋼軌化學成分比較
從表1中U75V鋼軌同U71Mn鋼軌相比,C、Si及V等化學成分有不同程度的增加。從含碳量看U75V、U71Mn鋼軌均為共析鋼的范圍,U75V含碳量增加,可焊性較U71Mn鋼軌差。硅降低鋼軌的焊接性能,在焊接加熱過程中,由于硅與氧的親和力比鐵強,在焊接鋼軌端面容易生成低熔點的硅酸鹽,頂鍛不能完全擠出時形成灰斑缺陷,嚴重降低焊接接頭質量。錳的作用主要是強化鐵素體從而提高鋼的強度,在鋼軌焊接過程中錳會引起晶粒粗大、脆性增加,閃光焊接時容易出現缺陷。兩種鋼軌磷及硫的含量范圍相同。U75V含釩量較U71Mn高,釩在鋼中以碳化物V4C3的形態存在,起著細化鋼的組織和晶粒,降低鋼的過熱敏感性等作用,焊接時能細化焊縫金屬的鑄態組織,防止熱影響區內靠近融合線的金屬晶粒長大和粗化。由以上比較看U75V、60kg/m鋼軌可焊性較U71Mn鋼軌差。
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 18:46:44
現代經濟信息(2016年19期)2016-10-20 18:12:28
現代經濟信息(2016年19期)2016-10-20 16:20:30
中國科技博覽(2016年19期)2016-10-19 13:33:22
中國科技博覽(2016年18期)2016-10-19 10:49:54
中國科技博覽(2016年18期)2016-10-19 08:16:45
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
