高職數(shù)控編程實(shí)訓(xùn)課的研究與總結(jié)
2019-02-09 05:28:40陳奕穎
山東工業(yè)技術(shù) 2019年2期
關(guān)鍵詞:實(shí)踐
陳奕穎

摘 要:隨著加工技術(shù)的不斷提高,數(shù)控機(jī)床的應(yīng)用也越來(lái)越廣泛。結(jié)合本校高職高專(zhuān)的培養(yǎng)的目標(biāo),實(shí)施“需求驅(qū)動(dòng)、行業(yè)指導(dǎo)、校企合作、項(xiàng)目導(dǎo)向”的學(xué)習(xí)領(lǐng)域課程改革,從簡(jiǎn)單的、通用性較好地零件講起,讓學(xué)生較好地從理論知識(shí)向?qū)嵺`內(nèi)容上過(guò)度,將課程內(nèi)容與實(shí)際工作崗位需求相結(jié)合,本文以數(shù)控加工編程實(shí)訓(xùn)的課程入手,讓學(xué)生使用數(shù)控車(chē)床加工零件。
關(guān)鍵詞:數(shù)控編程;實(shí)踐;操作
DOI:10.16640/j.cnki.37-1222/t.2019.02.189
1 數(shù)控車(chē)床及程序簡(jiǎn)介
數(shù)控車(chē)床是機(jī)械加工中使用較多的一種數(shù)控機(jī)床,分為臥式數(shù)控車(chē)床和立式數(shù)控車(chē)床,其中臥式數(shù)控車(chē)床使用更為廣泛。其生產(chǎn)率和自動(dòng)化程度比傳統(tǒng)機(jī)床高,主要用來(lái)加工軸類(lèi)零件、盤(pán)類(lèi)零件的內(nèi)外圓柱面、擴(kuò)孔和鏜孔等。目前常用的數(shù)控車(chē)床程序有:日本FANUC數(shù)控系統(tǒng)、德國(guó)的Siemens數(shù)控系統(tǒng)、日本三菱公司Mitsubishi數(shù)控系統(tǒng)、德國(guó)的海德漢(Heidenhain)數(shù)控系統(tǒng)、武漢華中數(shù)控系統(tǒng)等。本文主要讓學(xué)生操作臥式數(shù)控車(chē)床,掌握數(shù)控車(chē)的基本操作[1]。
2 數(shù)控車(chē)床及系統(tǒng)簡(jiǎn)介
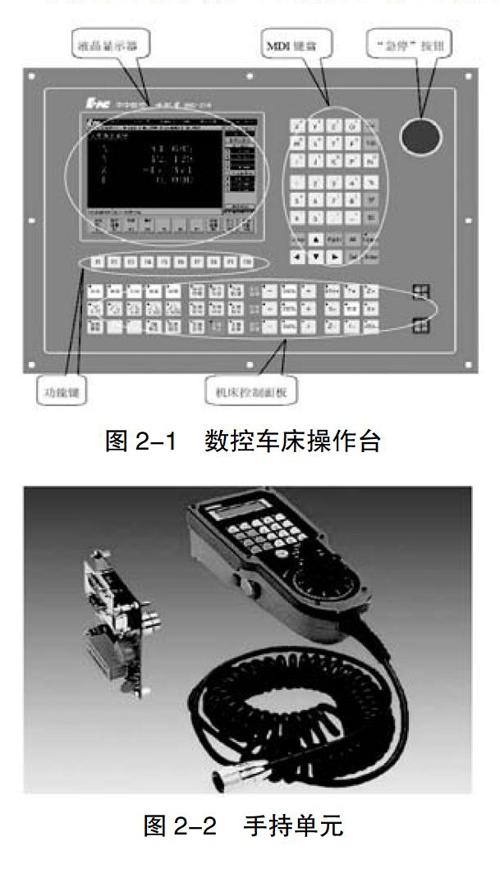
結(jié)合本校的實(shí)際情況,采用的是華中世紀(jì)星的HNC-211數(shù)控車(chē)床配合華中數(shù)控系統(tǒng),其編程簡(jiǎn)單、可靠性好、性價(jià)比高。如圖2-1所示為HNC-211數(shù)控車(chē)床操作臺(tái),主要分為以下幾個(gè)部分:
2.1 顯示器
左上角為顯示器,主要顯示程序坐標(biāo)、刀具及主軸的位置坐標(biāo)。除此之外,顯示器還能夠顯示系統(tǒng)狀態(tài)、故障報(bào)警及加工軌跡的圖形仿真。
2.2 鍵盤(pán)
鍵盤(pán)用于程序編程的輸入,包括基本數(shù)字、坐標(biāo)功能選擇、刀具主軸選擇、功能鍵。其中,功能鍵是從F1到F10,分別代表機(jī)床基本操作的選擇。
2.3 機(jī)床控制面板
機(jī)床的控制面板用于直接控制機(jī)床的運(yùn)動(dòng)或者加工過(guò)程,包括面板指示燈、操作方式指示開(kāi)關(guān)、倍率開(kāi)關(guān)、選擇模式等功能。
2.4 手持單元
如圖2-2為手持單元,主要用于數(shù)控機(jī)床中機(jī)械工作原點(diǎn)的設(shè)定、增量進(jìn)給坐標(biāo)軸、手動(dòng)方式的步進(jìn)微調(diào)、加工中的中斷插入等動(dòng)作,更好的對(duì)機(jī)床加工起輔助作用。
2.5 急停按鈕
此外,在數(shù)控車(chē)床操作臺(tái)的右上角有一個(gè)急停按鈕,在十分危急的情況下使用。比如程序錯(cuò)誤、刀具或工件產(chǎn)生碰撞等情況[2-3]。
3 程序的編程
由于本門(mén)的實(shí)訓(xùn)課是在理論課的基礎(chǔ)上進(jìn)行的,毛坯件的安裝、夾具的選用,外圓車(chē)刀和切斷刀的安裝、對(duì)刀等前期工作是提前準(zhǔn)備好的,本文重點(diǎn)介紹數(shù)控車(chē)床編程的步驟。如圖3-1所示為要加工的毛坯件,毛坯尺寸為Φ100mm×50mm,材料為型材。
(1)程序在開(kāi)始部分都有程序號(hào),這個(gè)程序號(hào)也是標(biāo)志著本程序的開(kāi)始運(yùn)行,學(xué)生往往在編程中會(huì)經(jīng)常忘記程序號(hào)的編寫(xiě),通過(guò)實(shí)踐課的操作,部分學(xué)生會(huì)加深印象。
(2)主軸的轉(zhuǎn)速和刀具的轉(zhuǎn)速往往是通過(guò)實(shí)踐中機(jī)床和工件的尺寸要求去設(shè)定的,在理論課的編程中,學(xué)生或許不理解主軸和刀具轉(zhuǎn)速的設(shè)定,那么通過(guò)實(shí)踐,使學(xué)生了解主軸和轉(zhuǎn)速。
(3)關(guān)于徑向、軸向的精車(chē)余量和退刀深度的選擇同樣需要在經(jīng)驗(yàn)中積累,那么N1-N2部分即為精車(chē)路徑,通過(guò)修改會(huì)使學(xué)生了解余量的概念。
(4)本程序中用到的外圓車(chē)刀和切斷刀,兩種刀具分別承擔(dān)不同的加工階段,在實(shí)踐操作中,學(xué)生會(huì)對(duì)原有知識(shí)加深理解,對(duì)之前學(xué)過(guò)的刀具知識(shí)有了深化的了解。
(5)除了對(duì)本門(mén)課程的理解,還能培養(yǎng)高職高專(zhuān)學(xué)生的動(dòng)手能力,啟發(fā)他們對(duì)編程的興趣,比如在G71指令參數(shù)上,U、R的設(shè)定上最初為2mm,加工時(shí)間大概為15min,后來(lái)我們將U、R的設(shè)定改為1.5mm,加工時(shí)間大概為20min,零件表面的質(zhì)量更高了也沒(méi)有毛刺、飛邊等現(xiàn)象,這些環(huán)節(jié)都是學(xué)生通過(guò)操作中總結(jié)的。
參考文獻(xiàn):
[1]顧京.國(guó)家精品課程——“數(shù)控編程”的課程建設(shè)[J].機(jī)械職業(yè)教育,2005(08).
[2]單嵩麟,張成銘,王武林,翟向陽(yáng).二年制高職數(shù)控專(zhuān)業(yè)教學(xué)改革的探索與思考[J].高等職業(yè)教育(天津職業(yè)大學(xué)學(xué)報(bào)),2005(03).
[3]劉啟新.關(guān)于電機(jī)拖動(dòng)教學(xué)改革的幾點(diǎn)措施[J].教學(xué)研究, 2003(02).
猜你喜歡
中學(xué)課程輔導(dǎo)·教師教育(中)(2016年9期)2016-10-20 15:53:33
中國(guó)科技博覽(2016年19期)2016-10-19 14:18:33
中國(guó)市場(chǎng)(2016年35期)2016-10-19 03:02:20
大眾理財(cái)顧問(wèn)(2016年9期)2016-10-11 17:10:17
大學(xué)教育(2016年9期)2016-10-09 08:38:54
考試周刊(2016年76期)2016-10-09 08:35:30
大學(xué)教育(2016年9期)2016-10-09 08:15:31
成才之路(2016年26期)2016-10-08 11:59:08
成才之路(2016年26期)2016-10-08 11:14:30
成才之路(2016年25期)2016-10-08 10:50:54
