基于SPOC模式的職業英語混合式教學實證研究
2019-09-10 07:22:44李偉容
高教學刊 2019年21期



(廣州民航職業技術學院,廣東 廣州 510403)
摘? 要:傳統的職業英語教學模式已不能適應當今信息化時代的要求。基于SPOC模式的職業英語混合式教學,充分利用各種信息化資源與手段,強調線上線下相融合進行新型高效的教學實踐。《新航向民航特色大學英語》的教學實驗證明,SPOC模式的職業英語混合式教學,可提升教學效率,提高學生學習興趣、自主學習能力以及語言語用能力。
關鍵詞:SPOC;職業英語;混合式教學;實證研究
中圖分類號:G642 文獻標志碼:A 文章編號:2096-000X(2019)21-0113-04
Abstract: The traditional teaching mode of career English can no longer meet the need of the new information age. The blended learning of career English based on SPOC mode takes full advantage of various information resources and technologies, and conducts efficient teaching practice by emphasizing the integration of online learning and offline learning. A case study of the New Course of Civil Aviation College English demonstrates that the blended learning of career English based on SPOC mode promotes teaching efficiency, arouses students'interest, and improves their learning abilities as well as linguistic and pragmatic competence.
Keywords: SPOC; career English; blended learning; empirical study
傳統的職業英語教學,教師集中課堂授課、學生即時課堂練習,這種單一線下的訓練模式,無疑費時低效。當今社會,“互聯網+”的思維浪潮已經席卷社會經濟文化各個層面,人工智能、大數據、智能互聯共享等新興科學技術促使教育理念、技術與手段的變革,職業英語教學也必須與時俱進,在教學方法、教學模式、師生互動、考核評價等方面借助信息化資源與手段,重塑教學流程、提高教學效率與效果。
在信息化教學背景下,探索開展職業英語SPOC課堂教學的可行性,確立基于SPOC的職業英語混合式教學模式的設計原則,研究其教學特點和教學策略,并構建適合高職院校學生的職業英語混合式教學模式具有十分重要的意義——可籍此促進課堂教學效果和提高學生英語應用能力和自主學習能力,為不斷深化和有序推進高職英語教學改革積累經驗。職業英語是職業教育的重要內容;混合式教學是將互聯網與數字媒體學習和課堂形式結合起來的一種正規教育方式[1];而SPOC本質上就是融合課堂教學與在線教學的混合型教學模式,因此在外語教學方面得到了快速發展。Goral[2]稱之為商對商的概念,即創建一門在線課程,將該課程授權給高校、機構或公司使用。國內眾多語言學者及教師也對SPOC進行了各個維度的應用研究,如張葦等[3]研究基于SPOC英語專業翻譯課程的翻轉課堂教學,張萍等[4]探討了SPOC模式及其商務英語教學應用,曾倩[5]構建并實施了SPOC教學模式下大學英語翻轉課堂。雖然目前基于SPOC的混合式應用研究已經全面展開,但相關實證研究仍然很缺乏,基于SPOC的混合式教學實踐仍需深入探討。
一、SPOC模式的職業英語混合式教學
設計原則。SPOC模式具有規模相對較小、設置準入條件、學情具有既定范圍內的私密性、網絡教學等特點;混合式教學則致力于線上虛擬課堂與線下實體課堂的有機融合;職業英語教學強調英語知識與行業知識的同步認知、領悟、內化、應用。因此,SPOC模式的職業英語混合式教學的設計原則是依托網絡教學平臺,確保學生規模適中、條件準入、具備明確的學習目標、突出學生自主學習、線上線下融合等。
教學策略和教學特點。SPOC模式的職業英語混合式教學特點是開展線上線下相融合的教學過程,采取任務驅動的教學策略,運用翻轉式教學,為學生創造自行靈活完成學習計劃的機會、輕松的學習環境、豐富的學習資源,使課堂前后延伸,激發學生學習主動性,提高學生自主學習能力,即培養學生的“社會性知識構建”、“協作學習能力”以及“主動學習能力”[6]。
教學流程。SPOC模式的職業英語混合式教學一般采取課前導學、課中教學、課后拓展應用的流程,并在此過程中整合線上線下的學習資源、調動學生學習的主動性與自主性,加強師生互動,強化訓練。課前通過發放任務、發放通知、發放資料等方式推送資源,實現師生課前交流互動與答疑。課中通過簽到、投票、問答、搶答、討論、群聊、直播等方式激活課堂,并在教學中融合圖片、視頻、聲音等資源,實現教學方式與資源的多模態化,促使學生積極主動參與、內化教學內容與活動。課后則通過作業、測驗、討論等方式,督促學生及時進行個性化自主學習。
為進一步推進基于SPOC模式的職業英語混合式教學實踐,驗證其教學有效性,為該模式的應用提供參考,筆者設計并實施了以下實證研究。
二、教學實驗
(一)實驗對象
受試是某民航職業技術學院一年級大學英語的兩個民航運輸班(班級根據高考成績進行均等劃分),兩個班級人數均為48人,兩個班的男女生比例相當,大概為20∶30。其中運輸5班采取基于SPOC模式的混合式職業英語教學模式進行授課,稱為實驗班;運輸6班則采取傳統課堂講練結合的教學方法授課,稱為對照班。這兩個班級均為筆者執教,周學時均為4個課時,也都使用《新航向民航特色大學英語》第一冊綜合教程與視聽說教程。實驗時間為一個學期。
(二)實驗方法
實驗班依托泛雅網絡教學平臺與學習通開展混合式教學。在研究中采用了兩種實驗方法:問卷調查與英語測試。所得數據運用SPSS進行統計。問卷調查針對實驗班進行,由7個題目組成,采用5級量表制:1. 完全不同意;2. 不同意;3. 不確定;4. 同意;5. 完全同意。問卷回收后,計算選擇“同意”與“完全同意”選項的學生人數比例,比例越高,表明學生對基于SPOC模式的職業英語混合式教學模式認同度越高。實驗開始前進行了一次測驗,稱為前測,作為摸底考試,并為試驗后提供成績對照依據。在學期結束前最后一次課再進行一次測試,稱為后測,用于與前測成績對比。前后測均采用《新航向民航特色大學英語》第一冊綜合教程與視聽說教程不同章節的練習,并使前后測試題題型相同、難度相當。
(三)實驗過程
實驗所用教材《新航向民航特色大學英語》(綜合教程及視聽說教程)專供民航院校、民航服務類院校大學英語教學基礎階段使用,該教材旨在培養和提高民航專業養成生聽說讀寫譯等方面的綜合語言基本技能和職業素養,實現學生語言基本技能訓練與職業標準、崗位語言需求相對接,提高職場環境下學生的語言交際能力。教學中,實驗班采取SPOC模式的混合式教學,對照班采用傳統的課堂講練結合模式。
實驗班依托泛雅網絡教學平臺進行,該平臺是集課程建設、教學互動、資源管理、教學成果展示、教學管理評估于一體的網絡教學平臺;可智能統計與分析教學內容與活動;針對教學進行監督、檢查、評估和指導;手機端學習通則為構建基于智能移動終端的教學服務提供有力的支撐。基于所用教材與教學平臺,每個課程章節均對實驗班開展課前導學、課中實踐、課后拓展的教學活動,一個學期學習綜合教程與視聽說教程各3個單元內容,合計6個單元的內容。分別是綜合教程unit 5 Terminal Services、Unit 6 Safety and Securities、Unit 7 Career Planning,視聽說教程Unit 5 Getting to Know Work Procedures、Unit 6 Getting to Know Aviation Regulations、Unit 7 Dealing with Passengers' Complaints。在教學過程中,交叉結合使用兩本教程,著重在民航職業環境中訓練聽、說、讀、寫、譯等職業英語技能。實驗教學貫穿整個學期,下面以視聽說的Unit 5 Getting to Know Work Procedures為例具體說明混合式教學情況。
課前導學。任課教師在泛雅網絡教學平臺上面開設《新航向民航特色大學英語》課程,建立實驗班級民航運輸5班,生成班級特有二維碼與班級號。該班學生使用學習通掃碼申請加入班級后,便可參與班級的群聊、主題討論、作業、測試、下載資源等任務,接下來的一切教學活動均在該班級范圍內進行,SPOC模式由此建立并展開。本單元的主題是Getting to Know Work Procedures,那么混合式教學就是通過線上線下開展聽說讀寫的語言訓練來達到讓學生掌握用英語表達、描述相關民航工作流程的目的。首先,教師在課前通過學習通在班級發布學習通知與任務信息,并通過群聊功能一起討論、回答學生可能提出的問題,引導學生課前自主學習。在本課中,教師課前上傳關于Air Asia's Mobile Check-in Service的微課至學習通資源庫,告知學生需學習微課,并對比在機場慣常check-in的procedures,自行分組準備人工check-in與mobile check-in對比的presentation。另外還下達閱讀與寫作任務:閱讀課本上關于flight departure procedures的文章,并書面總結該procedures的要點。同時教師開通群聊功能,回答學生提出的關于做presentation的要求、技巧等問題以及閱讀材料出現的新單詞用法、復雜句子理解等問題,實現課前互動與答疑。
課中實踐。課中首先通過學習通完成簽到,然后使用搖一搖選人等方式選取小組匯報關于check-in 的procedures。之前通過課前自主學習,學生已初步掌握了機場check-in以及最新的mobile check-in的procedures,課中實踐環節則是分組完成presentation;經過陳述、回答同學提問、教師提問與點評等互動環節,學生對check-in的程序有了更深刻的理解,聽說能力也得到了很好的鍛煉。課前學生完成flight departure procedures文章閱讀,并寫好該程序總結;課中則使用學習通現場提問、主題討論等方式,讓學生匯報閱讀體會,總結出Customs、Check-in Baggage and Issue Boarding Pass、Inspection and Quarantine、Immigration、Security Check、Waiting and Boarding等flight departure procedures要點,達到訓練閱讀、寫作、口語的目的。對于學生的回答與展示,即時使用學習通進行投票,讓學生相互點評,選出最佳作品與最佳陳述,調動學生的積極性與參與度。
課后拓展。Wong et al.[7]曾指出MOOCs 論壇的積極參與者對論壇建設有促進作用,因此可通過學習通的群聊功能建立一個慕課論壇一樣的討論區,教師提出the procedures of taking a flight,申請unaccompanied minor requested for carriage-handling advice form等民航工作程序類的討論話題,使學生課后仍可學習了解相關工作程序,進一步交流提高。此外,教師繼續通過學習通作業功能,下發關于how to take a flight的聽力與閱讀練習,并設置作業開始與完成時間;學生完成后,學習通自動批改;教師隨時隨地瀏覽學生作業情況,給出必要反饋,對于成績不合格的學生,可以打回作業讓學生重做。總之,課后通過討論、作業、測試等方式,使課堂延伸,鞏固學生所學,拓寬其知識面。
(四)實驗結果與分析
經過時長為一個學期的SPOC模式的教學實驗后,分析總結實驗結果。作為實驗的實施者,教師就實驗班與對照班的教學情況總結如表1。
從任課老師的總結可以看出,SPOC模式的混合式教學增加了教學互動、延長了學習時間、提高了教學效率;能促進學生的自主學習、增強教師的動態跟蹤和過程性指導。
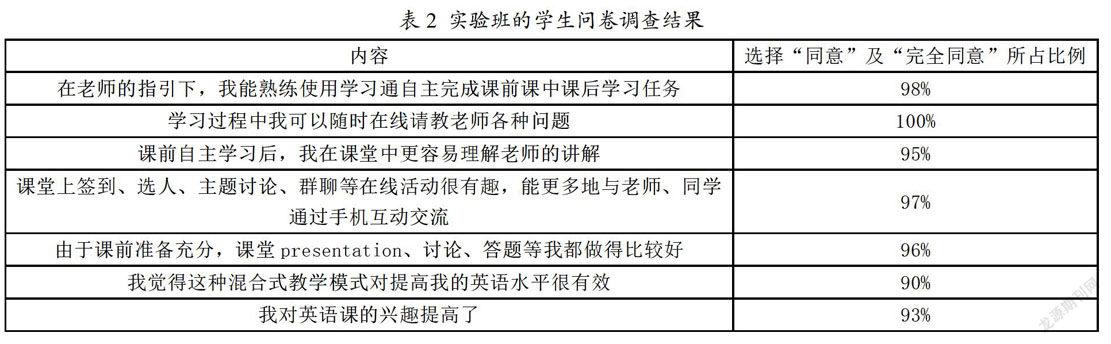
針對實驗對象,期末還對實驗班的學生進行了問卷調查,以獲知他們作為新型教學模式的最大體驗者與受益者的感受。調查通過學習通在線進行,實驗班48名學生同時參與了調查,回收率與有效率均為100%。選擇“同意”及“完全同意”的學生人數大概比例如表2所示。
調查問卷結果表面,學生對SPOC模式的混合式教學認同度很高,普遍喜歡這種線上學習交流互動、線下實踐應用的新型教學方式,提高了學習興趣。
調查問卷之后,筆者根據原先實驗的安排再次給學生進行了英語測試,以跟實驗前的測試進行對比。實驗班與對照班答卷的客觀題采用機改;主觀題則請了兩名有經驗的老師進行單獨閱卷,得分取這兩名閱卷老師所打分數的平均分。具體數據如表3所示。
從表3的數據可以看出,實驗前兩個班的前測成績沒有明顯差異:實驗班平均分為65.45,對照班平均分為64.87,兩個班的水平非常接近。實驗后,實驗班的平均英語成績有了較為明顯的提高,提高了9.12分,而對照班的平均成績只提高了3.71分。為了進一步檢驗本混合式教學實踐的有效性,獨立樣本t檢驗被用來檢測實驗后實驗班和對照班的差別,結果見表4。
獨立樣本t檢驗顯示實驗后實驗班與對照班英語成績的顯著性概率為0.018,小于0.05,這說明實驗班接受SPOC模式的職業英語混合式教學后,英語水平與對照班的英語水平有顯著性差別。實驗結果表明,該模式對提高學生興趣、積極參與線上線下教學活動有很大促進作用,因而能提高其英語成績,從而證明了該教學模式的有效性。另外,成績的增幅不是太大,也說明英語學習是一個長期積累的過程。
三、結束語
Graham與Harrison[8]的研究表明,混合式教學實施應著力提升學生的學習效果與信息化學習能力以及教師的意識、態度、信息化的教學能力。反思本SPOC模式的混合課堂,它實現了從“以教師講授為主體”的傳統課堂,向“以學生參與為主體”的新型課堂的創新轉變。通過對手機等移動終端在課前、課中及課后的科學合理使用,豐富了課堂活動的組織形式,實現了真正個性化的移動學習;通過在線教學平臺和課堂教學的相互補充,從在線任務、課堂互動、課后測試、同伴互評、教師評價等多方面,督促學生強化練習并給予綜合性的評價考核。SPOC以學生熱衷的線上網絡作為互動平臺,能有效激發他們的學習興趣和內在學習動力,通過對學生進行信息化教學提高他們的自主學習能力,以此達到更好的學習效果。
隨著“互聯網+”教育向縱深發展,黨的十九大報告首次單列辦好網絡教育,具有長遠的戰略意圖。繼續積極提高教學的信息化應用水平、提升師生信息素養、推進職業英語教學改革既意義重大也迫在眉睫,因此,基于SPOC模式的混合式教學實踐與提高其教學效果仍然值得繼續深入研究。
參考文獻:
[1]Friesen N.Report: Defining Blended Learning.August[EB/OL].( 2012-08-10).http://learningspaces.org/papers/Defining_Blended _Learning_NF.pdf.
[2]Goral, T. SPOCs may provide what MOOCs can't: The acronym may be new, but the SPOC concept isn't[DB/OL]. Retrieved from https://www.universitybusiness.com/article /spocs-may-provide-what-moocs-can't,2013.
[3]張葦,陶友蘭.基于SPOC英語專業翻譯課程的翻轉課堂教學研究[J].外語電化教學,2017(4):27-32.
[4]張萍,陳宏,朱丹梅.SPOC模式及其商務英語教學研究[J].齊齊哈爾大學學報(哲學社會科學版),2018(6):177-179.
[5]曾倩.SPOC教學模式下大學英語翻轉課堂的構建與實施[J].牡丹江大學學,2017(3):146-148.
[6]Smith, B.L. Creating learning communities[J].Liberal Education,1993(79):32-39.
[7]Wong,J.S.,Pursel,B. Divinsky,A.,et al.An analysis of MOOC discussion forum interactions from the most active users[J].Springer International Publishing,2015,387(1):63-75.
[8]Graham, C. R., Woodfield, W. & Harrison, J. B. (2013). A framework for institutional adoption and implementation of blended learning in higher education. The Internet and Higher Education, 18,4-14.
*基金項目:廣東省哲學社會科學“十三五”規劃2018年度“外語信息化專項”立項項目“基于SPOC模式的職業英語混合式教學研究”(編號:GD18WXZ12)階段性成果
作者簡介:李偉容(1979-),男,漢族,廣西桂平人,碩士,副教授,研究方向:英語教育。
猜你喜歡
校園英語·中旬(2016年12期)2017-01-19 16:34:46
東方教育(2016年19期)2017-01-16 11:10:54
校園英語·上旬(2016年10期)2016-11-16 18:07:59
電腦知識與技術(2016年25期)2016-11-16 14:06:34
科教導刊(2016年25期)2016-11-15 18:36:50
考試周刊(2016年85期)2016-11-11 00:35:30
知音勵志·社科版(2016年9期)2016-11-09 05:41:07
科技視界(2016年22期)2016-10-18 16:12:24
考試周刊(2016年66期)2016-09-22 18:10:28
考試周刊(2016年59期)2016-08-23 18:35:16
