前懸總成外傾角線上檢測(cè)系統(tǒng)的設(shè)計(jì)與研究
2019-01-10 06:57:35王莉莉覃京翎曾慶文鄭志明韋理顥
科技視界 2019年35期
關(guān)鍵詞:線上
王莉莉 覃京翎 曾慶文 鄭志明 韋理顥
【摘 要】前懸外傾角是前懸總成的一個(gè)重要參數(shù),在前懸總成裝配線上自動(dòng)檢測(cè)前懸外傾角能夠保證前懸總成的合格率。本文通過對(duì)前懸總成外傾角的檢測(cè)原理分析,開發(fā)設(shè)計(jì)一套前懸總成外傾角線上檢測(cè)系統(tǒng)。
【關(guān)鍵詞】前懸總成;外傾角;線上;檢測(cè)系統(tǒng)
中圖分類號(hào): TP29 文獻(xiàn)標(biāo)識(shí)碼: A 文章編號(hào): 2095-2457(2019)35-0016-003
DOI:10.19694/j.cnki.issn2095-2457.2019.35.007
Design and Research of Front Suspension Assembly Camber Angle Online Detection System
WANG Li-li1 QIN Jing-ling1 ZENG Qing-wen2 ZHENG Zhi-ming2 WEI Li-hao2
(1.Liuzhou city vocational college,Liuzhou Guangxi 545036,China;
2.Guangxi Automobile Group Co.,Ltd,Liuzhou Guangxi 545007,China)
【Abstract】Front suspension camber is an important parameter of front suspension assembly.Automatic detection of camber on assembly line of front suspension assembly can ensure the qualified rate of front suspension assembly.Based on the analysis of the detection principle of the front suspension assembly camber,this paper develops and designs a set of front suspension assembly camber online detection system.
【Key words】Front suspension assembly;Camber angle;Online;Detection system
汽車的車輪外傾角對(duì)汽車的四輪定位及行駛跑偏有很大影響,前懸外傾角是前懸總成一個(gè)重要參數(shù),同時(shí)是影響車輛行駛性能的重要參數(shù)[1]。前懸減震支柱與制動(dòng)角總成的連接螺栓孔,無精確定位,存在配合間隙,裝配一致性差,前懸產(chǎn)品裝配后無法保證前懸外傾角的絕對(duì)準(zhǔn)確性。如果在整車上再檢測(cè)外傾角,不合格品會(huì)造成制造成本上升,返修操作復(fù)雜,所以在前懸裝配線上設(shè)計(jì)測(cè)量外傾角檢測(cè)系統(tǒng)能夠?qū)η皯彝鈨A角進(jìn)行線上100%檢測(cè)意義重大。
1 檢測(cè)原理
圖1 前懸外傾角示意圖
前懸外傾角是前懸減震支柱與前懸制動(dòng)角總成的安裝端面的夾角,如圖1所示。檢測(cè)前,檢測(cè)機(jī)構(gòu)的兩個(gè)測(cè)量頭在同一水平線上,檢測(cè)過程中,檢測(cè)機(jī)構(gòu)下降直至兩個(gè)測(cè)量頭都接觸前懸,由傳感器測(cè)量出h1和h2的值,兩個(gè)測(cè)量頭的安裝間距L值固定由系統(tǒng)給出。則由公式1得出前懸外傾角,如圖2所示。
θ=arctan(■)公式1
圖2 檢測(cè)原理示意圖
2 線上檢測(cè)系統(tǒng)
在前懸總成的裝配線上設(shè)置一個(gè)前懸外傾角的檢測(cè)工位,工位是自動(dòng)檢測(cè)的,能夠?qū)η皯彝鈨A角實(shí)現(xiàn)100%的檢測(cè),保證前懸總成的質(zhì)量,同時(shí)能夠提高檢測(cè)效率。前懸總成裝配線(如圖3所示)主要包括前懸旋轉(zhuǎn)裝配臺(tái)、裝配線支架、外傾角線上檢測(cè)機(jī)構(gòu)等。
1-前懸旋轉(zhuǎn)裝配臺(tái);2-裝配線支架;
3-外傾角線上檢測(cè)機(jī)構(gòu);4-前懸總成
圖3 前懸總成裝配線
2.1 前懸外傾角線上檢測(cè)機(jī)構(gòu)
1-固定架;2-水平調(diào)整機(jī)構(gòu);3-測(cè)量機(jī)構(gòu);
4-定位機(jī)構(gòu);5-頂升機(jī)構(gòu);6-前懸總成;7-壓緊機(jī)構(gòu)
圖4 線上檢測(cè)機(jī)構(gòu)
前懸外傾角的線上檢測(cè)機(jī)構(gòu)(如圖4所示)主要由固定架、水平調(diào)整機(jī)構(gòu)、測(cè)量機(jī)構(gòu)、定位機(jī)構(gòu)、頂升機(jī)構(gòu)、壓緊機(jī)構(gòu)等構(gòu)成。
2.1.1 測(cè)量機(jī)構(gòu)
301-氣缸;302-壓軸;303-連接塊;304-固定板;
305-導(dǎo)柱;306-導(dǎo)套;307-連接板;308-彈簧;
309-測(cè)量軸;310-軸套;311-測(cè)量板;312-測(cè)量頭;
313-傳感器1;314-傳感器2;315-傳感器
圖5 測(cè)量機(jī)構(gòu)
測(cè)量機(jī)構(gòu)是整個(gè)外傾角線上檢測(cè)機(jī)構(gòu)的核心部件,主要通過它來測(cè)量前懸外傾角。測(cè)量機(jī)構(gòu)主要由氣缸、壓軸、連接板、測(cè)量頭、測(cè)量板、彈簧、傳感器等組成,如圖5所示。測(cè)量前,兩個(gè)測(cè)量頭處于同一水平面上,測(cè)量過程中,氣缸通過壓軸把連接板往下推,下降到一定高度,直到兩個(gè)測(cè)量頭都接觸到前懸總成,激光傳感器通過測(cè)量傳感器和測(cè)量板之間的距離,并把相關(guān)數(shù)據(jù)傳給PLC,由PLC根據(jù)相關(guān)參數(shù)計(jì)算前懸外傾角。測(cè)量完成后,氣缸復(fù)位,測(cè)量頭通過彈簧復(fù)位。
2.1.2 壓緊機(jī)構(gòu)
701-壓緊氣缸;702-固定板;703-支撐座;
704-壓緊軸;705-軸套;706-壓頭;707-橡膠墊
圖6 壓緊機(jī)構(gòu)
測(cè)量前,壓緊機(jī)構(gòu)先將前懸總成壓緊。壓緊機(jī)構(gòu)主要由壓緊氣缸、壓緊軸、壓頭、橡膠墊等組成,如圖6所示。工作時(shí),壓緊氣缸下降,通過壓緊軸將壓頭把前懸制動(dòng)角總成壓緊再測(cè)量,保證測(cè)量的準(zhǔn)確性。
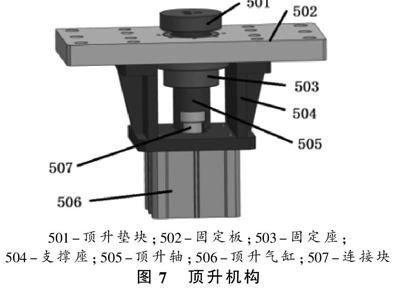
2.1.3 頂升機(jī)構(gòu)
501-頂升墊塊;502-固定板;503-固定座;
504-支撐座;505-頂升軸;506-頂升氣缸;507-連接塊
圖7 頂升機(jī)構(gòu)
頂升機(jī)構(gòu)主要由頂升氣缸、頂升軸、頂升墊塊組成,如圖7所示。在壓緊機(jī)構(gòu)壓緊前懸總成后,頂升氣缸通過頂升軸將頂升墊塊頂起,從而接觸定位機(jī)構(gòu)的定位塊將前懸總成頂起,保證測(cè)量的準(zhǔn)確性。
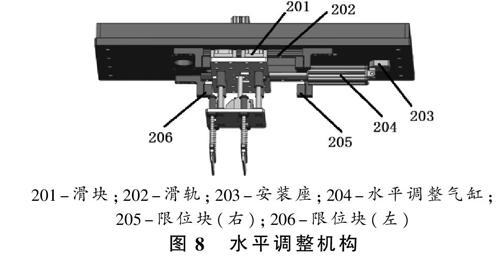
2.1.4 水平調(diào)整機(jī)構(gòu)
201-滑塊;202-滑軌;203-安裝座;204-水平調(diào)整氣缸;205-限位塊(右);206-限位塊(左)
圖8 水平調(diào)整機(jī)構(gòu)
水平調(diào)整機(jī)構(gòu)主要是調(diào)整測(cè)量機(jī)構(gòu)的水平位置,可以根據(jù)不同的產(chǎn)品調(diào)整合適的測(cè)量位置。水平機(jī)構(gòu)主要由氣缸、滑塊、滑軌、限位塊等組成,如圖8所示。
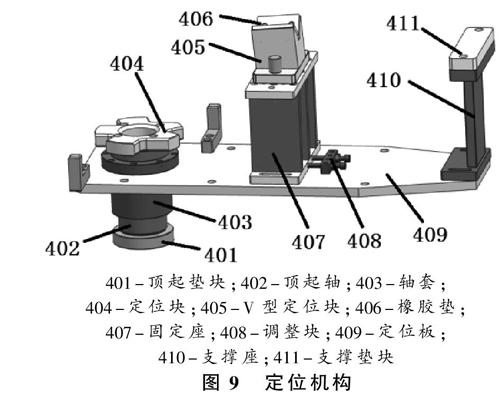
2.1.5 定位機(jī)構(gòu)
401-頂起墊塊;402-頂起軸;403-軸套;
404-定位塊;405-V型定位塊;406-橡膠墊;
407-固定座;408-調(diào)整塊;409-定位板;
410-支撐座;411-支撐墊塊
圖9 定位機(jī)構(gòu)
定位機(jī)構(gòu)主要是定位前懸總成,主要由頂起墊塊、定位塊、V型定位塊、支撐座、調(diào)整塊等組成,如圖9所示。其中定位塊定位前懸總成的水平位置,前制動(dòng)角總成定位塊和減震器V型定位塊可以根據(jù)不同的前懸總成產(chǎn)品更換,裝配線兼容多種產(chǎn)品,實(shí)現(xiàn)柔性化生產(chǎn)。
2.2 檢測(cè)過程
當(dāng)前懸裝配臺(tái)旋轉(zhuǎn)到外傾角檢測(cè)工位時(shí),系統(tǒng)檢測(cè)零件到位,系統(tǒng)自動(dòng)控制裝配臺(tái)停止轉(zhuǎn)動(dòng)。檢測(cè)開始,首先壓緊機(jī)構(gòu)推動(dòng)壓緊軸下壓將前懸總成壓緊,然后頂升機(jī)構(gòu)將前懸總成頂起,接著檢測(cè)機(jī)構(gòu)下降到一定高度,直到測(cè)量頭都接觸到前懸總成,激光傳感器測(cè)量它距離測(cè)量板的高度。PLC讀取傳感器的數(shù)值,計(jì)算傳感器1和傳感器2的高度值的平均值h1,傳感器3的高度值為h2,并計(jì)算h1和h2這兩個(gè)值的差值。兩個(gè)測(cè)量頭的間距L為固定值提前輸入了系統(tǒng),可以由上述計(jì)算公式1得到外傾角數(shù)值,檢測(cè)系統(tǒng)自動(dòng)采集數(shù)據(jù)并存儲(chǔ)到追溯系統(tǒng)上。最后,測(cè)量機(jī)構(gòu)抬起復(fù)位,頂升機(jī)構(gòu)下降復(fù)位,前懸總成下降落回工裝板上,壓緊機(jī)構(gòu)上升復(fù)位,檢測(cè)結(jié)束(如圖10所示)。若檢測(cè)外傾角在標(biāo)準(zhǔn)值允許的范圍內(nèi),則產(chǎn)品合格,前懸裝配臺(tái)繼續(xù)旋轉(zhuǎn)至下一個(gè)工位;若檢測(cè)外傾角不在標(biāo)準(zhǔn)值允許的范圍內(nèi),則產(chǎn)品不合格,系統(tǒng)報(bào)警,不合格品下線。
(a)檢測(cè)前? ? ? ? ? ? ? ? ? ? ? ? ? ? (b)檢測(cè)中
圖10 檢測(cè)過程
2.3 電氣設(shè)計(jì)
為實(shí)現(xiàn)乘用車前懸外傾角的快速、自動(dòng)在線檢測(cè),設(shè)計(jì)了乘用車前懸外傾角在線檢測(cè)系統(tǒng),其構(gòu)成如圖11所示。整個(gè)系統(tǒng)以PLC作為主控制器,將激光位移傳感器檢測(cè)到的高度值讀取回來計(jì)算,并將結(jié)果實(shí)時(shí)顯示在人機(jī)交互界面上(如圖12所示),為便于裝配線的智能化管理及操作人員對(duì)產(chǎn)品信息的查詢,本系統(tǒng)還設(shè)計(jì)了一個(gè)數(shù)據(jù)追溯系統(tǒng)(如圖13所示)[2]。
圖11 檢測(cè)系統(tǒng)圖
圖12 人機(jī)交互界面
圖13 數(shù)據(jù)追溯系統(tǒng)
3 實(shí)施效果
汽車前懸外傾角線上檢測(cè)系統(tǒng)投放市場(chǎng)后取得良好的效果。前懸外傾角檢測(cè)系統(tǒng)(如14圖所示),能夠有效保證產(chǎn)品的合格率。檢測(cè)系統(tǒng)具有自動(dòng)控制檢測(cè)過程,自動(dòng)采集檢測(cè)數(shù)據(jù)等功能,使檢測(cè)診斷過程更快捷、更準(zhǔn)確,且運(yùn)行自動(dòng)化程度高,極大了減輕了檢驗(yàn)員的工作強(qiáng)度,提高檢驗(yàn)工作效率。設(shè)備設(shè)計(jì)柔性化,可以兼容多個(gè)產(chǎn)品的檢測(cè)。
圖14 前懸總成線上檢測(cè)機(jī)構(gòu)實(shí)物圖
4 總結(jié)
本文通過對(duì)前懸總成外傾角的檢測(cè)原理分析,設(shè)計(jì)了一套前懸總成裝配線上的外傾角檢測(cè)系統(tǒng),能夠在裝配過程中對(duì)前懸產(chǎn)品進(jìn)行外傾角自動(dòng)檢測(cè),保證產(chǎn)品質(zhì)量的同時(shí),提供檢測(cè)效率。檢測(cè)數(shù)據(jù)能夠?qū)崟r(shí)顯示和自動(dòng)存儲(chǔ),后后續(xù)產(chǎn)品設(shè)計(jì)提供數(shù)據(jù)支持。
【參考文獻(xiàn)】
[1]王之恒,聶爾來,劉新,葉愛萍,管宇.某汽車前懸總成裝配線四輪參數(shù)檢測(cè)系統(tǒng)設(shè)計(jì)[J].制造業(yè)自動(dòng)化,2014,36(18):8-12.
[2]勞淞,黃小林,譚克京,藍(lán)健華,宋良輝.插管式后橋殼總成數(shù)字化壓裝專機(jī)的開發(fā)設(shè)計(jì)[J].金屬加工(冷加工),2017(13):51-54.
猜你喜歡
商場(chǎng)現(xiàn)代化(2017年11期)2017-07-05 14:30:29
祖國(guó)(2017年8期)2017-05-28 17:05:02
商業(yè)經(jīng)濟(jì)研究(2017年9期)2017-05-17 08:16:03
世紀(jì)人物(2017年5期)2017-05-11 12:33:38
祖國(guó)(2017年7期)2017-05-08 23:57:44
經(jīng)濟(jì)師(2017年3期)2017-04-06 13:54:55
現(xiàn)代營(yíng)銷·學(xué)苑版(2017年1期)2017-03-15 17:30:40
國(guó)際商務(wù)財(cái)會(huì)(2016年7期)2017-01-07 01:51:06
商(2016年32期)2016-11-24 15:39:26
科技視界(2016年24期)2016-10-11 08:50:20